وبلاگ تخصصی مهندسی مکانیک
وبلاگ تخصصی مهندسی مکانیک کتاب،مقالات،نرم افزار،آموزش نرم افزار،حلال،جزوات،فیلم،کاتالوگ،پروژه،مجلات،سایت،اخبار،استاندارد،هندبوک، مهندسی مکانیک ،مهندسی مکانیک،کارشناسی ارشد مهندسی مکانیک،دکترا مهندسی مکانیک،مهندسی مکانیک، تلگرام ، تلگراموبلاگ تخصصی مهندسی مکانیک
وبلاگ تخصصی مهندسی مکانیک کتاب،مقالات،نرم افزار،آموزش نرم افزار،حلال،جزوات،فیلم،کاتالوگ،پروژه،مجلات،سایت،اخبار،استاندارد،هندبوک، مهندسی مکانیک ،مهندسی مکانیک،کارشناسی ارشد مهندسی مکانیک،دکترا مهندسی مکانیک،مهندسی مکانیک، تلگرام ، تلگرامدرباره من
 با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
آمار : 1056701 بازدید
Powered by Blogsky
دانلود سوالات کنکور مهندسی مکانیک ۱۳۹۱ و ۱۳۹۲

دانلود سوالات کنکور مهندسی مکانیک
قیمت : رایگان
سال ۱۳۹۱ : soalat arshad mechanic 91
سال ۱۳۹۲ : arshad92-
آموزش کاربردی سه محیط مهم در کتیا

فایل زیر شامل آموزش محیط های part design , assembly , draft می باشد و با مثال های کابردی آن فهم مطالب را کاملا آسان کرده است
قیمت : رایگان
رمز فایل : www.mechaeng.ir
انواع روغن های هیدرولیک
انواع روغن های هیدرولیک

این مقاله به عنوان پروژه درس طراحی اجزاء2 تهیه شده است
گردآورنده : علی شریعتی
حجم فایل : 1.00 MB
پسوند فایل : word docx
برای دانلود روی لینک زیر کلیک کنید :
کتاب طراحی مکانیزم ها (Analytical kinematics by Roger F.Gans)
کتاب طراحی مکانیزم ها (Analytical kinematics by Roger F.Gans)
دانلود کتاب مرجع درس طراحی مکانیزم ها

حجم فایل : 6.85 MB
پسوند فایل : PDF
برای دانلود روی لینک زیر کلیک کنید :
Analytical kinematics
Analysis And Synthesis Of Planer Mechanism
By : Roger F.Gans
University Of Rochester
طراحی مکانیزم لنگ و لغزان (Slider Crank Mechanism) با سیمولینک مطلب
مکانیزم لنگ و لغزان که در نرم افزار MATLAB طراحی کردم

ابتدا فایل 1 (به اسم h66.m) را باز کرده و آن را run کنید طول لینک ها را مطابق شکل وارد کنید
(r1 , r2 , r3 , r4 ) سپس زاویه لینک 2 با افق و زاویه ی لینک 3 با افق را وارد نموده و سرعت زاویه ای لینک 2 را هم وارد کنید
سپس محیط سیمولینک را باز کرده و یک صفحه جدید باز کنید و فایل 2 ( به اسم h661.mdl ) را باز کنید و آن را run کنید همانطور که مشاهده می کنید مکانیزم شبیه سازی می شود و در قسمت scope می توانید نمودار سرعت لغزنده را مشاهده نمایید .
لینک دانلود
سیستم انتقال قدرت خودروهای هیبریدی
پروژه درس طراحی بدنه و شاسی خودرو
انواع سیستم های انتقال قدرت خودروهای هیبریدی : هیبرید سری ، هیبرید موازی و هیبرید سری-موازی

شامل یک فایل power point
متن مقاله (word)
لینک دانلود : Hybrid Cars
دانلود رایگان جزوه مبانی تکنولوژی بیرینگ
عنوان: جزوه مبانی تکنولوژی بیرینگ
تهیه: خانم اعظم آقامیرزایی
صفحات: 56
نوع: تایپ شده
فرمت: PDF
کیفیت: عالی

جزوه مبانی تکنولوژی بیرینگ، دوره آموزشی ” مبانی تکنولوژی بیرینگ ” ، از نیازهای ضروری یا پیش نیاز کار تمام افرادی است که به گونه ای با بیرینگ در ارتباط هستند، چه تأمین کنندگان وچه مصرف کنندگان بیرینگ . مبا حث مطرح در دوره پیرامون موضوعات زیر میباشد:
بررسی و شناخت انواع بیرینگ
شماره فنی بیرینگ
تلرانسها، لقیها و انطباقات
روانکاری بیرینگ
روشهای نصب و پیاده کردن بیرینگ
مراقبت از بیرینگ
کسانی که این دوره کوتاه مدت را طی میکنند، قادر خواهند بود تا در استفاده صحیح از بیرینگ و کاهش مصرف آن وکاهش توقفات تولید نقش مؤثری ایفا نمایند
لینک دانلود: دانلود رایگان با لینک مستقیم
پسورد: www.nayabprojects.com
دانلود جزوه اصول عیب یابی مکانیکال سیل ها پالایشگاه اصفهان

دانلود رایگان جزوه اصول عیب یابی مکانیکال سیل ها پالایشگاه اصفهان از سایت مکانیک ایران.
- قیمت : رایگان
- حجم تقریبی : 4.2 مگابایت
- رمز فایل : www.irmec.ir
- منبع : مکانیک ایران
دانلود جزوه ارتعاشات پالایشگاه اصفهان

دانلود رایگان جزوه ارتعاشات پالایشگاه اصفهان از سایت مکانیک ایران.
- قیمت : رایگان
- حجم تقریبی : 6.8 مگابایت
- رمز فایل : www.irmec.ir
- منبع : مکانیک ایران
دانلود جزوه اصول نگهداری و تعمیرات نوین پالایشگاه اصفهان

دانلود رایگان جزوه اصول نگهداری و تعمیرات نوین پالایشگاه اصفهان از سایت مکانیک ایران.مطالب مرتبط:
- قیمت : رایگان
- حجم تقریبی : 463 کیلوبایت
- رمز فایل : www.irmec.ir
- منبع : مکانیک ایران
دانلود کتاب انتقال حرارت کریث Kreith ویرایش هفتم

در این پست از مکانیک ایران، ویرایش ۷ کتاب انتقال حرارت Kreith رو برای شما عزیزان آماده کردیم. این کتاب بسیار جالب و خواندنی، در ۷۸۵ صفحه و ۱۰ فصل به تشریح انواع مکانیزمهای انتقال حرارت پرداخته است. این PDF با کیفیت بسیار بالا در ادامه مطلب موجود است. همچنین حل المسائل ویرایش ۷ نیز در سایت موجود می باشد.
نویسندگان این کتاب:
- دانلود از سرور قدرتمند مکانیک ایران
- قیمت : رایگان
- حجم تقریبی : 21 مگابایت
- رمز فایل : www.irmec.ir
- منبع : مکانیک ایران
آموزش نحوه نوشتن مقالات علمی به صورت PDF

در این فایل پی دی اف به صورت مختصر و ساده با نحوه نوشتن مقالات علمی و ارسال اون به ژورنالهای مربوط اشنا میشید که امیدوارم مورد استفاده دوستان قرار بگیره.
Thin Slab Casting and Rolling
Thin Slab Casting and Rolling
For the production of flat products, liquid steel is generally cast in form of slabs in continuous slab casting machines. These slabs are inspected, scarfed and then reheated in slab reheating furnace to the rolling temperatures before being rolled to hot rolled coils in a semi continuous or continuous hot strip mill. Development of thin slab casting and rolling (TSCR) is a step forward to reduce the number of process steps in the production of hot rolled coils (HRC). Originally TSCR technology was developed with the primary goal of reducing the production and investment costs but today it has become one of the most promising production routes to maintain steel as a leading material in technological application and it is being considered as the technology which has reached a high degree of maturity. Casting speed of 6.0 m/min for slab thickness of 50/55 mm is quite common. Initially, only commercial quality plain carbon steels were being cast through thin slab caster route. But presently most of the steel grades including low, medium & high carbon, HSLA line pipe grades and steel grades for automotive application including IF grades can be cast through thin slab caster route. In fact this technology has brought paradigm shift in steel technology of casting and rolling. The thin slab casting and rolling technology was made possible because of the following improvements in casting and rolling processes.
- Design of mould
- Hydraulic mold oscillations
- Use of electromagnetic brakes (EMBR)
- Use of high pressure descaler and roller side guide (edger) in the mill
- Dynamic liquid core reduction (LCR)
- Mold powder quality and redesigned SEN
- Water spray cooling
History
The implementation of TSCR concept did not achieve any success till mid eighties due to numerous technological challenges associated with the technology. The first breakthrough in this direction was achieved in October 1985 by SMS Schloemag-Siemag when the first thin slab of 50mm thickness was cast in a pilot plant in Kreuztal-Buschhutten. This success was achieved with apatented funnel shaped mould and an optimized submerged entry nozzle. SMS Schloemag-Siemag gave to this technology the name of “Compact Strip Production (CSP)”. The first CSP plant was ordered in late 1987 and was commissioned at Nucor Steel, Crawfordsville, Indiana in July 1989. Within few days of commissioning there was a major break out in the casting machine because of inexperienced operators. This has an effect on the speedy acceptance of this technology. Almost at the same time, the In-line Strip production (ISP) process was under intensive development by Mannesmann Demag and Arvedi group. Development of ISP started in 1988 based on an Arvedi-Mannesmann patent. In 1992, the prototype ISP plant was built by Arvedi at its Cremona works, with most development carried with the plant. In 1994-95 the prototype plant completed the first phase of its development. Later based on the ISP technology, Acciaieria Arvedi has developed a new thin slab casting/endless rolling process under the brand name Arvedi ESP. With this process o.8 mm thick strip is being produced. Voest Alpine (VAI) of Austria (Now Siemens VAI) and Danieli of Italy have also developed thin slab casting and rolling technologies. The technology of VAI is known as Continuous Thin Slab Casting and Rolling Technology (CONROLL) and produces slabs up to thickness of 125 mm. It is more of medium thickness slabs. The technology developed by Danieli is known as Continuous flexible Thin Slab Rolling (fTSR) and produces slabs in the thickness range of 70-90 mm. Implementation TSCR technologies got a major boost after China and India started expanding its steel production in a massive way. Today a three strand TSCR plant based on CSP technology has been installed at ESSAR Gujarat, India.
Compact steel production
The liquid steel after steel making is teemed into the tundish of the continuous casting machine. The steel is cast into slab of the desired thickness of 40 mm to 70 mm. The slab is then sheared to the proper length and transported to the tunnel or equilibrating furnace normally set at a temperature of 1150 deg C. At this point, the slab exhibits an austenite grain size of 500-1000 ?m. After the 20 minute residency time in the furnace the slab exits the furnace and is crop sheared. The hot thin slab then enters the finishing mill at approximately 1000 deg C. The slab is rolled into hot strip as it passes through the finishing mill of 5, 6 or even 7 stands. The hot strip after rolling enters the run out table (ROT) where it undergoes cooling to the coiling temperature. It is then coiled to room temperature. This process is shown schematically in Fig 1.
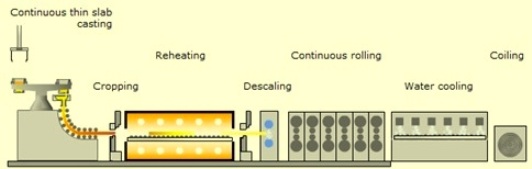
Fig. 1 Scheme of Compact Steel Production process
The main elements of CSP process are ladle turret, mould, strand guide system, pinch roll unit, pendulum shear, heating furnace with transfer car to connect two casting stands, rolling mill with 5 to 7 stands, strip cooling and coilers. Hot strips of 1 mm thickness can be comfortably hot rolled by this technology. CSP uses profile and flatness control systems adopting the well known CVC technology for adjustment. The pictorial view of the process is shown in Fig 2

Fig 2 Pictorial view of Compact Steel Production process
In line Strip production
In this process liquid steel is cast in a slab casing machine with a multi bending mould having servo hydraulic oscillation. The slab exit from the machine at a thickness of 70 mm and undergoes soft reduction as it travels down the 5.2 m radius casting machine to emerge at a speed of 5.5 m/min and at a max thickness of 55 mm. The slab is then rolled in a 3 stand roughing mill for reduction to 10-18 mm transfer bar. The transfer bar is cut to length in a pendulum shear and then passes through an induction furnace to raise the bar temperature by 150-250 deg C. After this the transfer bar goes to ‘Cremona’ furnace which consists of two coilers housed in insulated chambers. One coiler is accepting and coiling transfer bar from induction furnace while the second coiler is de-coiling and feeding to the hot rolling mill. Cremona furnace not only decouples the casting and the roughing stage with the finishing stage but also it acts as a dynamic buffer and homogenizes the temperature profile of steel for further rolling in finishing stands. Finally the hot strip passes along a laminar water flow cooling table and coiled in down coiler. This process is shown schematically in Fig 3.
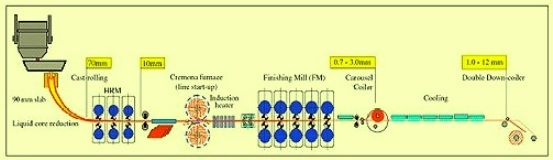
Fig. 3 Scheme of In-line Strip Production process
Flexible thin slab casting and rolling process
The Thin slab casting and rolling process marketed by Danielli consists of flexible thin slab casting (fTSC) unit connected to thin slab rolling unit (fTSR) through a tunnel furnace. fTSC unit is able to cast slab of thickness 60 mm. The caster is of vertical curved design, having funnel mould with soft reduction and air mist cooling. Rolling mill consists of a finishing mill consisting of 6/7 rolling stands in cluster configuration. This process is shown schematically in Fig 4.
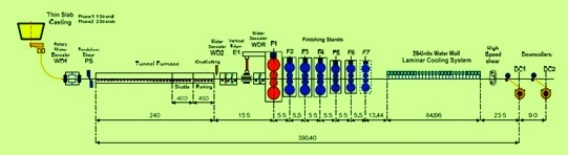
Fig. 4 Scheme of fTSC and fTSR Production process
Metallurgical features of TSCR process
While processingthe steel in TSCR process from tundish to coiler the metallurgical features are important.
- Rapid solidification of the thin slab refines the dendritic structure and contributes to greater homogeneity.
- Non-metallic inclusions are small and globular, retain their shape during hot-rolling and contribute to isotropic properties (toughness, bendability).
- All added micro-alloying elements remain in solution. Because of the high temperature of the cast slab prior to hot rolling, premature precipitation is avoided.
- To minimize the difficulties of casting in the peritectic region, the carbon content of many micro-alloyed steels is restricted to between 0.05% and 0.06%. This restriction benefits toughness and weldability.
- The high temperature of the slab during bending and unbending minimizes the tendency to form transverse cracks.
- The temperature in the equilibrating furnace depends on the micro-alloying element and is designed to keep the micro-alloy in solution.
- Direct charging is the main factor that reduces energy consumption during hot rolling.
- In rolling thin slabs, the deformation in the initial passes often exceeds 50%. Heavy deformation at high temperatures is essential to refine coarse (over 1000 ?m) austenitic grains by re -crystallization.
- The refinement and uniformity of austenitic grains is a prerequisite for a fine ferritic structure down to 4 to 5 ?m.
- Accelerated cooling on the run-out table and under cooling of the austenite further refines the ferrite.
The production process and typical level of temperature evolution in the TSCR process is shown in Fig 5.
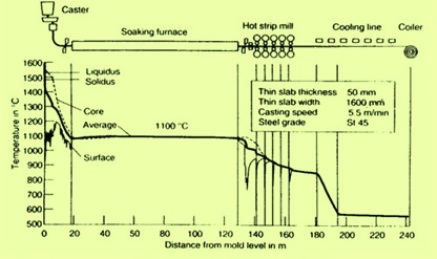
Fig 5 Typical level of temperature evolution during TSCR process
Advantages of TSCR process
The following are the major advantages of thin slab casting and rolling technology.
- Reduction in capital cost.
- Reduction in manpower
- Reduction in floor space required
- Improvement in the yield of finish product from liquid steel
- Reduction in the specific fuel consumption
- Reduction in the specific power consumption
هندبوک استاندارد Marks برای مهندسان مکانیک

![]() با “هندبوک استاندارد Marks برای مهندسان مکانیک”
بهعنوان هندبوک برجسته مهندسی دنیا، تمام مسائل مهندسی مکانیک را سریع و آسان حل
کنید.
با “هندبوک استاندارد Marks برای مهندسان مکانیک”
بهعنوان هندبوک برجسته مهندسی دنیا، تمام مسائل مهندسی مکانیک را سریع و آسان حل
کنید.
در این کتاب نزدیک، به ۱۸۰۰ صفحه از حقایق، ارقام، استانداردها و
تمرینهای مهندسی مکانیک، ۲۰۰۰ تصویر و ۹۰۰ جدول، اصول مهم مهندسی و ریاضی را روشن
میسازند و خرد جمعی ۱۶۰ متخصص به شما کمک میکند تا هر سوال تحلیلی، طراحی و
کاربردی که تا کنون داشتهاید را پاسخ دهید.
Marks’ Standard Handbook for Mechanical
Engineers 11th Edition
نویسنده:
Eugene Avallone, Theodore Baumeister,
Ali Sadegh
انتشارات:
McGraw-Hill
Professional
ISBN 10:
0071428674
ISBN 13:
9780071428675
پسورد فایل: www.booktolearn.com
تحلیل المان محدود بااستفاده از MATLAB و Abaqus

![]() کتابهایی وجود دارند که هدف آنها فقط تئوری المان محدود
میباشد درحالیه برخی دیگر بر سمت برنامهنویسی آن تمرکز دارند. کتاب “تحلیل المان
محدود بااستفاده از MATLAB و Abaqus” به هردو موضوع میپردازد.
کتابهایی وجود دارند که هدف آنها فقط تئوری المان محدود
میباشد درحالیه برخی دیگر بر سمت برنامهنویسی آن تمرکز دارند. کتاب “تحلیل المان
محدود بااستفاده از MATLAB و Abaqus” به هردو موضوع میپردازد.
این کتاب، تئوری
متد المان محدود را ارائه میدهد و درعین حال تعادلی میان فرمولاسیون ریاضی،
پیادهسازی برنامهنویسی و کاربردهایی بااستفاده از نرمافزارهای تجاری برقرار
میکند.
پیادهسازی کامپیوتری بااستفاده از MATLAB انجام شده است درحالیکه
برنامههای عملی بااستفاده از هر دو نرمافزار MATLAB و Abaqus انجام
میشود…
Introduction to Finite Element Analysis
Using MATLAB® and Abaqus
نویسنده:
Amar Khennane
انتشارات:
CRC Press
ISBN 10:
1466580208
ISBN 13:
9781466580206
MATLAB یک زبان سطح بالا است که بهخصوص برای مواجه با ماتریسها طراحی شده است و آن را بهویژه برای برنامهنویسی متد المان محدود مناسب کرده است درحالیکه Abaqus یک مجموعه از نرمافزار المان محدود تجاری است.
![]()
پسورد فایل: www.booktolearn.com