دانلود نرم افزار ترسیم دیاگرام برش و لنگر خمشی تیر Atlas v 2.0
با این نرم افزار میتوانید به راحتی دیاگرام برشی وخمشی هر نوع تیری را به راحتی ترسیم کنید.
کار با این برنامه خیلی راحته توصیه میشه دانلود کنید
 با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
دانلود نرم افزار ترسیم دیاگرام برش و لنگر خمشی تیر Atlas v 2.0
با این نرم افزار میتوانید به راحتی دیاگرام برشی وخمشی هر نوع تیری را به راحتی ترسیم کنید.
کار با این برنامه خیلی راحته توصیه میشه دانلود کنید

دانلود نرم افزار محاسبه مشخصات تیر آهن ها به زبان فارسی این نرم افزار کاملا به زبان فارسی بوده و امکانات زیر را دارا می باشد : این نرم افزار یک برنامه کم حجم بوده و قابلیتهای بسیار زیادی را دارا می باشد با این نرم افزار تمامی مشخصات پروفیلهای فولادی ساختمانی موجود در اشتال را در اختیار خواهید داشت همچنین این نرم افزار قابلیت پروفیلهای زوج را نیز دارا می باشد و می توانید با انتخاب پروفیل های دوبل تمامی مشخصات آنها را از جمله ممان اینرسی ، اساس مقطع ، سطح مقطع و ... را بدست آورید و دیگر نیازی به محاسبه دستی ندارید همچنین این نرم افزار قابلیت استفاده از ورقهای فوقانی و تحتانی و ورقهای قائم را نیز دارا می باشد و فقط با دادن ضخامت و طول آنها برنامه به طور اتوماتیک فاصله آنها از هم را با توجه به نوع پروفیل بدست می آورد و شما می توانید در صورت نیاز آن را ویرایش کنید.
پسورد فایل :CivilOnline.40s.ir
دانلود نسخه 4.3
http://www.4shared.com/file/102562017/a6faad00/5-_e20-hap430_HAP_43.html
دانلود نسخه 4.4
http://www.2shared.com/file/5886248/e9ab1fa8/Carrier_HAP_V441__Block_loadV_415.html
دانلود نرم افزار Taco Load در محاسبات بار گرمایی و سرمایی نسخه 1.1
http://www.4shared.com/file/97234045/1a1edad7/TacoLoadInstall11.html
شبیه سازی سه بعدی جریان سیال و انتقال حرارت Thunderhead Engineering..
مروز بنا به درخواست کاربران راسخون نرم افزار مهندسی PetraSim برای طراحی سه بعدی و شبیه سازی سه بعدی جریان سیال و انتقال حرارت برای رشته مهندسی مکانیک قرار داده است.شما با وارد کردن خودکار اطلاعات ورودی به راحتی خروجی کار خود را بدون صرف هیچ هزینه ایی مشاهده و در صورت درست بودن به اجرا در می اورید.ویژگی ها :-نمایش نتایج به صورت کاملا سه بعدی -یکپارچه سازی نتایج-تجسم ورودی مفید (به عنوان مثال منحنی های نفوذپذیری نسبی)
|
نسخه 2012 قدرتمندترین برنامه نقشهکشی ویرایش 32 بیتی Autodesk..

Autodesk AutoCAD 2012 32 bit مطمئنا مهندسان نقشه کشی و عمران این ابزار را بسیار بهتر از افراد معمولی می شناسند. AutoCad جدای از این نرم افزار در حقیقت یک استاندارد جهانی است. در همه جای جهان اگر قرار باشد نقشه ای کشیده شود ، همه آن را با محصول AutoDesk ترسیم خواهند کرد. برای اولین بار است که در سایت های دانلود فارسی زبان نسخه جدید از این طراح حرفه ای قرار می گیرد. این ابزار را به عنوان هدیه ای ناچیز به مهندسان و طراحان نقشه کشی و عمران تقدیم می کنیم.
|
نسخه 2012 قدرتمندترین برنامه نقشهکشی ویرایش 64 بیتی Autodesk..

نسخهی 2012 نهایی نرمافزار قدرتمند و مشهور اتوکد امروز منتشر شد و راسخون دی وی دی اصلی این برنامه به همراه کرک کامل آن را ارائه میکند.امکانات و ویژگیهای جدید این نسخه هنوز به طور رسمی ارائه نشده است. البته سایت ژاپنی شرکت اتودسک مشخصات این نسخه را ارائه کرده است. این نسخه نیز دارای زبان انگلیسی و همچنین ژاپنی است. از مهمترین ویژگیهای جدید نسخهی 2012 امکان طراحی بسیار حرفهای با ابزارهای مختلف به صورت سه بعدی 3D میباشد. همچنین قابلیت تشخیص خودکار دستورات برنامهنویسی در این نسخه افزوده شده است.
|
استانداردهای بین المللی مهندسی

British Standards Institute | |
International Standards Organisation Institute | |
International Electrotechnical Commission | |
American National Standards Institute | |
European Committee for Standardisation | |
European Committee for Electrotechnical Standardisation | |
German Deutsches Institut fur Normung | |
Defence Standards |

نرم افزار شبیه سازی و تحلیل جریان مذاب flow 3d یک راه ارزان قیمت برای افزایش کیفیت قطعات حاصل از روش ریخته گری، استفاده از شبیه سازی به کمک کامپیوتر است. FLOW 3D یک نرم افزار تجاری برای تحلیل جریان مذاب در محفظه تزریق و حفره قالب است. با استفاده از Flow3D فرایندهای مانند الگوی پر شدن مذاب در حفره قالب، عیوب کریستالی ، پروسه انجماد و … قابل پیش گویی هستند. در مجموع موارد عمده استفاده از نرم افزار FLOW 3D عبارت است از : * پیش بینی الگوی جریان سیال برای مذاب آلیاژهای مختلف در کانال تزریق و حفره قالب. * پیش بینی قسمت های مسدود شده کانال تزریق (ESP) برای حالت های دمایی و حرارتی متفاوت.
shttp://www.4shared.com/get/BECb23t3/FLOWSCIENCE_FLOW_3D_V93LNDpar.html.part1 http://www.4shared.com/get/AK9cFcKH/FLOWSCIENCE_FLOW_3D_V93-LNDpar.html.part2

امروزه با توجه به پیشرفت روزافزون کشور در تمامی زمینهها و نیز افزایش روند ساختوساز در سراسر کشور، نیاز به فولاد و محصولات آن در کشور، روز به روز در حال گسترش میباشد.
در حال حاضر، به رغم آنکه بسیاری از کارخانههای فولاد فعال هستند، اما به دلیل کمبود بسیار شدید فولاد، دولت ناگزیر از واردات آن در حجم بسیار انبوه است. از این رو دولت نگاه ویژهای به روشهای تولید فولاد در قالب طرحهای کوچک و زودبازده دارد.
یکی از جدیدترین و مدرنترین روشهای تولید شمش فولاد، استفاده کورههای القایی ذوب میباشد. هم اکنون بسیاری از کشورهای اروپایی از کورههای القایی جهت ذوب فلزات و تولید فولاد استفاده میکنند.
این کورهها استفاده از جریان برق، آهن قراضه و یا شمش فلزات را ذوب کرده و ماده مذاب حاصل پس از تخلیه در قالبهای تعبیه شده
به صورت شمش فولاد تولید میشود. شمش فولاد تهیه شده از این روش در کارخانههای نورد جهت تولید انواع میلگرد، نبشی، ناودانی مورد استفاده قرار میگیرد. نکته قابل توجه در مورد کورههای القایی، سرعت ذوبگیری بسیار بالای آن در مقایسه با کورههای فسیلی (کورههای دوار) میباشد. از دیگر مزایای کورههای القایی نسبت به کورههای قدیمی میتوان به اشتغال فضای بسیار کمتر، عدم آلودگی محیطزیست، راندمان بسیار بالا و اپراتوری بسیار آسان اشاره کرد. کورههای القایی در ظرفیتهای متنوع از تناژ پایین تا بالا تولید میشوند که این امر موجب گردیده این صنعت جدید در مقیاس کارگاهی تا کارخانهای قابل اجرا باشد. البته قابل ذکر است در مورد کورههای با ظرفیت بالا، میتوان از خطوط مداوم بیلت فولادی استفاده کرد. در این روش تولید ماده مذاب حاصل از کورههای القایی به خط مداوم ریختهگری منتقل شده و بیلت در اندازههای طویل از آن خارج میشود. استفاده از کورههای القایی به علت سرعت کارکرد بالا در صنایع قطعهسازی نیز گسترش فراوانی یافته است، به طوری که هم اکنون بسیاری از واحدهای ریختهگری و تولید قطعه در حال جایگزینی کورههای قدیمی با کورههای القایی میباشند که این امر در افزایش سوددهی این واحدها نقشی مهم و حیاتی دارد. با توجه به مطالب فوق میتوان نتیجه گرفت، تولید شمش فولاد و قطعات ریختهگری با استفاده از تکنولوژی کورههای القایی راهی مطمئن و پرسود در جهت جبران کمبود شمش فولاد و کاهش واردات آن است. البته استفاده از این روش هم اکنون سرعت و گسترش فراوانی یافته است و بسیاری از سرمایهگذاران به سمت این روش تولیدی گرایش یافتهاند.
کورههای ذوب القایی در فولادسازی چه هستند؟
امروزه ذوب القایی به صورت گستردهای در تولید و ریختهگری فولادها و همچنین ذوب آلومینیوم، مس، روی و سایر انواع فلزات غیرآهنی استفاده میشود. از مزایای ذوب القایی به عنوان مثال میتوان به راندمان بالای مواد و محیط پاک اشاره کرد که باعث تمایل تولیدکنندگان محصولات فلزی به کورههای ذوب القایی شده است.
در کورههای ذوب القایی، جریان الکتریکی القا شده توسط میدان مغناطیسی، ایجاد حرارت میکند و این حرارت باعث ذوب جسم (معمولا فلزات) میشود. فلز درون بوتهای قرار میگیرد که اطراف آن کلافهای مغناطیسی پیچیده شده است و توسط جریان آب خنک میشوند. جریان موجود در کلافهای مغناطیسی، جریانهای گردابی یا فوکو (Eddy Current) را در فلز القا میکند که باعث ایجاد حرارت و ذوب فلزمی شود.
مهمترین انواع کورههای القایی، کوره القایی بیهسته (Coreless furnace) و کوره القایی کانالی (Channel Furnace) هستند.
در کوره القایی بدون هسته فلز درون یک پوشش نسوز که به وسیله کلاف احاطه شده است، نگهداری میشود. در این حالت کوره ذوب القایی مشابه یک ترانسفورماتور بدین ترتیب که فلز مانند یک کلاف ثانویه در ترانسفورماتور عمل میکند و با اعمال نیرو به کلاف اولیه احاطهکننده فلز، جریانهای گردابی القا شده و تولید حرارت میکند. پس از ذوب فلز، هم زدن و همگنسازی به طور طبیعی و در اثر وجود نیروها و جریانهای الکترومغناطیسی اتفاق میافتد. با انتخاب دقیق فرکانس و نیرو میتوانند سرعت ذوب و همگنسازی را کنترل کرد.
کوره های القایی کانالی در گذشته عموما برای نگهداری فلز مذاب در یک دمای مشخص کاربرد داشتهاند، اما امروزه گاهی اوقات برای ذوب فلزات نیز به کار میروند. این کوره شامل یک القاگر (سلف) به عنوان منبع تولید انرژی است که از چندین رشته کلاف که توسط آب خنک میشوند، تشکیل شده است. این کورهها تلاطم سطحی کمتری در بوته نگهداری فلز مذاب دارند، در نتیجه خروج گاز و مواد فرار با مشکل مواجه میشود. لذا جهت عملیات ذوب، کوره القایی بیهسته ترجیح داده میشود و کوره کانالی بیشتر به منظور نگهداری فلز مذاب در یک دمای مشخص مورد استفاده قرار میگیرد.
در حالی که کورههای ذوب القایی کانالی دارای فرکانس خطی هستند، کورههای بدون هسته میتوانند از هر سه نوع فرکانس خطی (60هرتز)، فرکانس متوسط (1200-200هرتز) و فرکانس بالا (بیش از 1200هرتز) باشند. با توجه به اینکه شروع به کار کورههای فرکانس خطی با شارژ ماده سرد بسیار آهسته است، استفاده از کورههای فرکانس متوسط و بالا مورد توجه بیشتری قرار دارد.
استفاده از کورههای ذوب القایی در ظرفیتهای پایینتر از 40تن میتواند منجر به تولید مذاب با کیفیت مناسب و ارزان شود. از مزایای این نوع کورهها میتوان به اپراتوری و کارکرد آسان و همچنین افزایش راندمان ذوب فلز اشاره کرد. امکان راهاندازی و شروع به کار فوری کوره باعث کاهش در زمان رسیدن به دمای کارکرد میشود. وجود همگنسازی به صورت طبیعی و تولید مذاب پاک و عدم نیاز به سیستمهای کنترل آلودگی با هزینه بالا از مزایای دیگر کورههای القایی محسوب میشود. از دیگر نکات مثبت این کورهها میتوان به موارد زیر اشاره کرد:
* عدم نیاز به فضای زیاد و توانایی افزایش سرعت ذوب در کوره های کوچک
* مصرف کمتر مواد، بهخصوص مواد نسوز و کاهش زمان تعویض پوششهای نسوز و عدم نیاز به مصرف الکترود گرافیتی
* پایین بودن آلودگی صوتی به نسبت انواع دیگر کوره های ذوب به میزان قابل توجه
* بهرهوری بالای انرژی
* هزینه پایین سرمایه گذاری و تجهیزات جانبی
از طرف دیگر مهمترین اشکال کورههای القایی دشواری در فرآیند فسفرزدایی و انجام عملیات متالوژیکی ثانویه است. در نتیجه وجود کورههای پاتیلی (Ladle Furnace) در کنار این کورهها جهت انجام فرآیند تصفیه و افزودن عناصر آلیاژی لازم است. از دیگر معایب این کورهها، ظرفیت پایینتر تولید به نسبت کورههای قوس الکتریک میباشد. همچنین در کورههای القایی باید از قراضه با کمترین آلودگی و مواد اکسیدی استفاده نمود که گاهی این مساله دشوار و باعث افزایش هزینههای اولیه میگردد.
همچنین استفاده از آهن اسفنجی بهعنوان شارژ کمکی برای تنظیم خواص شیمیایی در این کورهها موجب بهبود عملکرد کورههای ذوب القایی شده است. با استفاده از آهن اسفنجی میزان کربن مذاب براساس مشخصات خواسته شده قابل تنظیم بوده و باتوجه به اینکه در آهن اسفنجی عناصر و فلزات مضر وجود ندارد، فلز مذاب بهدست آمده تمیز و عاری از عناصر مضر خواهد بود.
قبل از ورود مواد فلزی به کوره آنالیز شیمیایی این مواد جهت دستیابی به مشخصات نهایی محصول، به دقت کنترل میشود. اگر میزان کربن، گوگرد و فسفر در شارژ فلزی بالا باشد، مقدار بیشتری آهن اسفنجی به کوره شارژ میشود، پس از اتمام 80درصد ذوب، نمونهای از کوره گرفته میشود و در صورتیکه مقدار کربن همچنان بالا باشد، مجددا نرمه آهن اسفنجی به کوره شارژ میشود.
از طرفی باید درنظر داشت به دلیل اینکه آهن اسفنجی دارای تخلل میباشد و همین عامل باعث مقاومت در عبور جریان میشود، جهت جلوگیری از مصرف بالای برق، حداکثر میتوان 60-50 درصد شارژ فلزی را به آهن اسفنجی اختصاص داد.
تحقیقات جدید و توسعه در تامین نیرو با فرکانسهای متغیر، بهبود در پوششهای نسوز، طراحی القاگر با توان بالا، بازیافت حرارت کوره و استفاده از سیستمهای کامپیوتری و اتوماسیون موجب بهبود راندمان کورههای ذوب القایی و تمایل به استفاده از آنها شدهاند. علاوه بر این، در سالهای اخیر با تکنولوژی کورههای القایی دوقلو که دارای دوبوته هستند، امکان افزایش راندمان و سرعت تولید مذاب فراهم شده است.
فرآیند ذوب القایی روشی است که به وسیله جریانهای گردابی القا شده توسط میدان الکترومغناطیسی متغیر، در مادههادی الکتریسیته (معمولا فلزات) حرارت ایجاد نموده و فرآیند ذوب انجام میشود. اساس کار این روش مشابهترانسفورماتور است.
کوره های القایی
به طور کلی قسمت های مختلف کوره های القائی عبارتند از :
الف- بوته :
حاوی اسکلت فلزی کوره ، کویل ، جداره نسوز – هسته ترانسفورمر، بوغها(yokes)پلات فرم (سکو)
ب- تاسیسات الکتریکی
شامل دژنکتور،سکیونر، ترانسفورماتور، مبدل فرکانس ، خازن ها ، چوکها، کلید های کولرها ،مکنده ها و تابلو های کنترل.
پ- تاسیسات خنک کن:
تاسیسات الکتریکی کوره القائی مثل ترانسفورماتور چوک ، خازن ها ، کلیدهای فشار قوی و تابلو مدار فرمان در محدوده ی زمانی خاصی می توانند کار کنند و اگر از حد معینی گرمتر شوند باعث ایجاد مشکلاتی می گردند ، لذا این تاسیسات باید خنک گردند ، خنک کردن تاسیسات الکتریکی می تواند ب فن ، ارکاندیشن یا کولر گازی صورت گیرد .
برای دانلود فایل word بر روی لینک زیر کلیک نمایید.
.
.
.
آشنایی با کتاب کلید فولاد

کتاب کلید فولاد مشتمل بر 19 فصل می باشد که عبارتند از:
فصل 1- فولادهای ساختاری (ماشین آلات عمومی)، فولادهای سخت کاری، فولادهای ازت کاری (نیتروره شده) و فولادهای خوش تراش.
فصل 2- فولادهای حرارت پذیر (قابل عملیات حرارتی)، فولادهای یاتاقان های چرخشی و غلتشی.
فصل 3- فولادهای فنر، فولادهای سخت گردانی و فولادهای اکستروژن سرد.
فصل 4- فولادهای چقرمه سرد (مقاوم در دمای زیر صفر)، فولادهای مخازن تحت فشار و فولادهای ساختاری (ماشین) نسوز.
فصل 5- فولادهای ساختاری (ماشین آلات) ریزدانه شده، فولادهای ساختاری (ماشین آلات) ریزدانه شده مقاوم در هوا.
فصل 6- فولادهای ساختاری (ماشین آلات) و ساختمانی (کشورهای خارجی)- تطبیق استانداردهای خارجی.
فصل 7- فولادهای ابزار کربنی- فولادهای تندبر.
فصل 8- فولادهای ابزاری سرد کار.
فصل 9- فولادهای ابزاری گرم کار.
فصل 10- فولادهای ابزار کشورهای خارجی- تطبیق استانداردهای خارجی.
فصل 11- فولادهای شیرآلات و دریچه ها (سوپاپ ها)- آلیاژها و فولادهای مقاوم در دمای زیاد (دیرگداز).
فصل 12- فولاد نگیر (غیر مغناطیسی)- فولاد نسوز.
فصل 13- فولاد زنگ نزن.
فصل 14- فولاد ریختگی، ضد خوردگی، ضد اسید و ضد حرارت.
فصل 15- مواد پر کننده جوشکاری (الکترود) برای فولادهای پرآلیاژ.
فصل 16- فولادهای زنگ نزن و نسوز کشورهای خارجی- تطبیق استانداردهای خارجی.
فصل 17- لیست شماره استاندارد DIN و تهیه کنندگان آلمان.
فصل 18- تهیه کنندگان آلمان- شکل و شرایط محصولات- لیست نامگذاری ها.
فصل 19- تهیه کنندگان کشورهای خارجی- لیست نامگذاری ها- فهرست مطالب.
همانطور که ملاحظه می شود، 16 فصل کتاب کلید فولاد بر اساس کاربرد فولادها تقسیم بندی شده اند. در این میان، فصل های 6، 10 و 16 در برگیرنده اطلاعات فولادهای غیر آلمانی و سایر فصول در برگیرنده اطلاعات فولادهای آلمانی می باشند. گروه بندی فولادهای غیر آلمانی در فصول 6، 10 و 16 به ترتیب شبیه به گروه بندی فولادهای آلمانی در فصول 1 تا 5، 7 تا 9 و 11 تا 15 می باشد. داده های فولادهای آلمانی ارائه شده در این فصول شامل شماره استاندارد DIN آلمان، علامت مشخصه1، ترکیب شیمیایی، خواص مکانیکی، حرارتی، فیزیکی و کاربردهای فولادها می باشد.
فصل 17 به دو بخش a و b تقسیم می شود. بخش a17 در برگیرنده اطلاعات فولادهای آلمانی است و بر اساس شماره استاندارد DIN آلمان مرتب شده است. داده های فولادهای این بخش شامل استاندارد DIN آلمان، علامت مشخصه، استاندارد DIN مربوطه، ترکیب شیمیائی، معادل ISO، نامگذاری و شماره گروه فولاد (شماره فصلی) که سایر اطلاعات فولاد در آن ارائه شده است، می باشد.
در بخش b17، کد اختصاری شرکت های آلمانی تولید کننده هر فولاد آلمانی در مقابل شماره استاندارد آن فولاد ارائه شده است. بدیهی است که اطلاعات این بخش نیز باید بر اساس شماره استاندارد فولادها مرتب شده باشند تا دسترسی به کد اختصاری شرکت های تولید کننده هر فولاد به راحتی امکان پذیر شود.
در اینجا لازم است که در مورد کد اختصاری شرکت های تولید کننده فولاد توضیحاتی داده شود. هر شرکت تولید کننده فولاد در دنیا، یک کد اختصاری دارد که ترکیبی است از یک یا دو حرف لاتین و یک عدد سه رقمی که توسط یک خط تیره از هم جدا می شوند. حروف در سمت چپ خط تیره قرار دارند و نشان دهنده ملیت شرکت تولید کننده می باشند. به عنوان مثال حرف D برای شرکت های آلمانی بکاری می رود. بنابراین شرکت D-005 یک شرکت آلمانی است. عددی که در سمت راست خط تیره قرار گرفته است، برای تفکیک شرکت های موجود در یک کشور بکار می رود و در واقع این عدد کد داخلی شرکت در کشور خود می باشد. برای دستیابی به سایر اطلاعات شرکت های تولید کننده آلمانی، می توان از فصل 18 استفاده کرد.
فصل 18 شامل سه قسمت می باشد. قسمت اول این فصل به معرفی مشخصات کامل شرکت های تولید کننده فولاد در آلمان می پردازد. این مشخصات عبارتند از کد شرکت، نام، آدرس، کد پستی، شماره تلفن، فلکس و تلکس شرکت. قسمت دوم آن، به بررسی شکل و شرایط محصولات تولیدی توسط هر یک از شرکت های تولید کننده آلمانی می پردازد. قسمت سوم این فصل که حجم عمده آن را تشکیل می دهد، لیستی است از نامگذاری فولادهای آلمانی که در مقابل نام هر فولاد، شماره استاندارد، گروه (فصل) و کد عمده ترین تولید کننده فولاد ارائه شده است. این لیست بر اساس اعداد و حروف الفبای نامگذاری فولادها مرتب شده است. بنابراین با داشتن نامگذاری یک فولاد آلمانی، می توان به سایر مشخصات آن دست پیدا کرد. منظور از نامگذاری در اینجا می تواند هر یک از سه مورد علامت مشخصه، معادل ISO (ISO ~) یا نامگذاری (Designation) فولاد باشد.
فصل 19 نیز به سه قسمت تقسیم می شود. قسمت اول این فصل به معرفی مشخصات شرکت های تولید کننده فولاد کشورهای خارجی می پردازد. اطلاعات این قسمت، بر اساس کد اختصاری شرکت ها مرتب شده است. قسمت دوم این فصل که حجم عمده آن را تشکیل می دهد، لیستی از نامگذاری فولادهای کشورهای خارجی است. این لیست بر اساس حروف الفبای نامگذاری فولادها مرتب شده است. در مقابل نام هر فولاد، صفحه و شماره ردیف فولاد و همچنین نام کشور تولید کننده و کد عمده ترین شرکت تولید کننده آن نیز ارائه شده است. منظور از نامگذاری فولاد در اینجا، انواع نامگذاری ها در استانداردهای مختلف کشورهای خارجی است. قسمت پایانی این فصل در حقیقت فهرست مطالب کتاب کلید فولاد است.
1-2- نحوه استفاده از کتاب کلید فولاد
بنا بر آنچه که تاکنون گفته شد، روش های دستیابی به اطلاعات کتاب کلید فولاد را می توان به 8 مورد زیر تقسیم بندی نمود:
1-2-1- تعیین مشخصات فولادهای آلمانی بر اساس شماره استاندارد آنها
برای این منظور، باید به فصل a17 مراجعه کنیم. از آنجا که در این فصل، اطلاعات فولادها بر اساس شماره استاندارد DIN مرتب شده است، فولاد مورد نظر را می توان به راحتی پیدا کرد. اطلاعاتی از قبیل علامت مشخصه، استاندارد DIN تعریف کننده فولاد، ترکیب شیمیایی، معادل ISO و نامگذاری فولاد مستقیماً بدست می آیند. اما اطلاعاتی نظیر کاربردها، خواص فیزیکی، مکانیکی و حرارتی فولادها در این بخش ارائه نشده اند و امکان دسترسی مستقیم به آنها وجود ندارد. بلکه باید از شماره گروه فولاد که در ستون آخر اطلاعات این فصل ارائه شده است، برای دستیابی به اطلاعات مورد نظر استفاده کرد. شماره گروه فولاد، در واقع شماره فصلی است که اطلاعات اختصاصی فولاد در آن قرار دارد.
چنانچه اطلاعات بدست آمده از فصول مختلف این کتاب کافی نباشند، باید به استانداردهای DIN تعریف کننده فولاد که شماره های آنها در ستون سوم اطلاعات فصل a17 ارائه شده اند مراجعه کنیم. به عنوان مثال در مورد فولاد ST37 با شماره استاندارد 1.0259 به استانداردهای DIN1629 و DIN1626 ارجاع داده شده است. استاندارد DIN تعریف کننده فولاد، اطلاعاتی راجع به کیفیت فولاد، شکل محصول و خواص آن در وضعیت های مختلف ارائه می دهد. همچنین راجع به چگونگی کنترل کیفیت از لحاظ مواد و ابعاد، طریقه سفارش بر اساس استاندارد و .... اطلاعاتی کاربردی بدست می دهد. با مراجعه به کتابچه های استاندارد DIN آلمان که چهار جلد آن به آلیاژهای پایه آهن اختصاص داشته و بر اساس شماره های استانداردهای DIN تعریف کننده مرتب شده اند، می توان به راحتی به استاندارد تعریف کننده فولاد مورد نظر دست یافته و اطلاعات لازم را بدست آورد.
1-2-2- تعیین مشخصات فولادها بر اساس نامگذاری آنها
برای این منظور از دو بخش 18 و 19 استفاده می شود. اگر فولاد مورد نظر در کشور آلمان تولید شده باشد، باید به فصل 18 و در غیر اینصورت به فصل 19 مراجعه کنیم.
همان طور که گفته شد قسمت سوم فصل 18 که حجم عمده این فصل را تشکیل می دهد، لیستی است از نامگذاری فولادهای آلمانی که در مقابل نام هر فولاد، شماره استاندارد DIN، گروه (فصل) و کد عمده ترین تولید کننده آن ارائه شده است. این لیست بر اساس اعداد و حروف الفبای نامگذاری فولادها مرتب شده است. بنابراین با در دست داشتن نامگذاری فولاد در استاندارد DIN آلمان، به راحتی می توان به شماره استاندارد فولاد، گروه و کد عمده ترین تولید کننده فولاد دست یافت. با بدست آوردن شماره استاندارد فولاد، به فصل a17 رجوع کرده و مطابق آنچه که در روش اول (بخش 1-2-1) گفته شد، سایر مشخصات فولاد را پیدا می کنیم. همچنین برای دستیابی به اطلاعات اختصاصی فولادها از شماره گروه آن استفاده می کنیم. شماره گروه فولاد، هم در فصل 18 و هم در فصل a17 ارائه شده است.
در صورتی که نامگذاری فولاد متعلق به کشورهای خارجی باشد، باید به قسمت دوم فصل 19 مراجعه کنیم. در این قسمت از فصل 19، فولادها بر اساس اعداد و حروف الفبای نامگذاریشان مرتب شده اند و در مقابل نام هر فولاد، شماره صفحه، شماره ردیف، نام کشور تولید کننده و همچنین کد اختصاری عمده ترین تولید کننده آن ارائه شده است. بنابراین با در دست داشتن نام فولاد در استاندارد یک کشور خارجی، می توان با استفاده از شماره صفحه و شماره ردیف (که برای هر یک از فولادهای خارجی تعریف شده در فصول 6، 10 و 16 ارائه شده است) به اطلاعات فولاد مورد نظر دست یافت.
1-2-3- تعیین مشخصات فولادها بر اساس کاربردهای آنها
چنانچه بخواهیم فولادی را برا اساس کاربردهای در نظر گرفته شده برای آن انتخاب کنیم، ابتدا باید با استفاده از فهرست فصول کتاب، گروه (فصل) فولاد مورد نظر را بدست آوریم. سپس با مراجعه به قسمت مربوط به کاربردهای فولادهای معرفی شده در آن فصل، شماره استاندارد فولاد مورد نظر خود را استخراج کنیم. با بدست آوردن شماره استاندارد فولاد می توانیم به سایر مشخصات فولاد دست پیدا کنیم.
1-2-4- تعیین مشخصات فولادها بر اساس ترکیب شیمیایی آنها
تعیین مشخصات یک فولاد بر اساس ترکیب شیمیایی آن به دو صورت امکان پذیر است:
1.اگر بتوان گروه آلیاژی فولاد را بر اساس ترکیب شیمیایی آن تعیین نمود، با مراجعه به گروه مربوطه و جستجو در آنالیز شیمیایی فولادهای آن گروه می توان نزدیک ترین آلیاژ به آلیاژ مورد نظر را یافته و سایر مشخصات آن را با توجه به شماره استاندارد آن بدست آورد.
2.اگر بتوان محدوده شماره استاندارد یا علامت مشخصه فولاد را بر اساس ترکیب شیمیایی آن تعیین کرد، می توان با استفاده از فصول a17 یا 18 به سایر مشخصات فولاد دست یافت. لازم به ذکر است که نامگذاری فولادها در استاندارد DIN آلمان تا حدود زیادی با توجه به ترکیب شیمیایی آنها صورت می گیرد. برای کسب اطلاعات بیشتر در مورد نامگذاری فولادها در استاندارد DIN آلمان به بخش اول مقاله مندرج در شماره پیشین نشریه مراجعه شود.
1-2-5- تعیین کد اختصاری شرکت های تولید کننده یک فولاد
چنانچه فولاد مورد نظر در کشور آلمان تولید شده باشد، می توان با در دست داشتن شماره استاندارد آن به فصل b17 مراجعه کرده و کد اختصاری شرکت های تولید کننده آن را بدست آورد. اگر به جای شماره استاندارد فولاد علامت مشخصه آن را داشته باشیم، می توانیم به قسمت سوم فصل 18مراجعه کنیم. در این قسمت همان طور که قبلاً نیز گفته شد در مقابل نام هر فولاد، شماره استاندارد، شماره گروه و کد اختصاری عمده ترین تولید کننده آن ارائه شده است. بنابراین کد اختصاری عمده ترین تولید کننده فولاد مورد نظر به صورت مستقیم بدست می آید و برای بدست آوردن کد سایر شرکت های تولید کننده آن می توان از شماره استاندارد فولاد استفاده کرد.
اگر فولاد مورد نظر در کشوری غیر از آلمان تولید شده باشد، فقط امکان دسترسی به کد اختصاری عمده ترین تولید کننده آن وجود دارد. برای این منظور باید به قسمت دوم فصل 19 مراجعه کنیم. در این قسمت در مقابل نام هر فولاد، شماره صفحه، شماره ردیف، نام کشور تولید کننده و کد اختصاری عمده ترین تولید کننده آن ارائه شده است. ولی در هیچ یک از فصول کتاب، کد اختصاری سایر تولید کنندگان فولاد مورد نظر ارائه نشده است. در نتیجه باید به آنچه که در فصل 19 ارائه شده است، بسنده کنیم.
1-2-6- تعیین اسم، آدرس و سایر مشخصات شرکت های تولید کننده
همانطور که گفته شد، در فصول b17، 18 و 19، برای هر یک از فولادها، فقط کد اختصاری تولید کننده یا تولید کنندگان فولادها ارائه شده اند. گاهی اوقات لازم است که درباره شرکت های تولید کننده فولاد اطلاعات بیشتری داشته باشیم. این اطلاعات را می توان از فصول 18 و 19 بدست آورد. قسمت اول فصل18 همانطور که قبلاً نیز بیان شد، مربوط به مشخصات کامل شرکت های تولید کننده آلمانی می شود و قسمت اول فصل 19، مربوط به مشخصات کامل شرکت های تولید کننده خارجی می شود. بنابراین با در دست داشتن کد شرکت مورد نظر می توان به این فصول مراجعه کرده و سایر مشخصات آن شرکت را بدست آورد.
1-2-7- تعیین شکل محصولات فولادی و روش تولید آنها در شرکت های آلمانی
در قسمت دوم فصل 18، لیستی ارائه شده است که با توجه به شکل محصول و روش تولید آن به بررسی تولید یا عدم تولید انواع مختلف فولادها توسط شرکت های آلمانی می پردازد. این لیست بر اساس کد اختصاری شرکت های تولید کننده مرتب شده است. بنابراین با در دست داشتن کد اختصاری شرکت تولید کننده فولاد (که از فصول b17 یا 18 بدست می آید) و با توجه به نوع فولاد، شکل محصول و روش تولید آن، می توان تعیین کرد که آیا محصول مورد نظر توسط این شرکت تولید می شود یا خیر.
1-2-8- تعین فولادهای معادل در استانداردهای کشورهای مختلف
در صفحات پایانی سه فصل 6، 10 و 16، لیستی از فولادهای معادل در استانداردهای 9 کشور صنعتی ارائه شده است. این لیست، بر اساس شماره استاندارد فولادهای معادل در استاندارد DIN آلمان مرتب گردیده است. با استفاده از این لیست می توان به تعداد معدودی از فولادهای معادل در استانداردهای کشورهای مختلف دست یافت.
عملیات حرارتی فولادها
(دکترگلعذار)

این کتاب شامل هشت فصل از کتاب عملیات حرارتی فولادها دکتر گلعذار میباشد که بصورت pdf تهیه شده امیدوارم واستون مفید باشه.
برای دانلود فایل pdf بر روی لینک های زیر کلیک نمایید.
فصل اول: فازها و ساختارهای بلوری ====> حجم :3.84mb دانلود
فصل دوم: فازها و ساختارهای تعادلی ====> حجم :2.84mb دانلود
فصل سوم: مارتنزیت و بینیت====> حجم :3.29mb دانلود
فصل چهارم: نمودارهای دما،زمان،دگرگونی ====> حجم :2.58mb دانلود
فصل پنجم: تشکیل ساختارهای تعادلی ====> حجم :2.47mb دانلود
فصل ششم: سختی و سختی پذیری ====> حجم :1.80mb دانلود
فصل هفتم: بازپخت (تمپرینگ) ====> حجم :1.76mb دانلود
فصل هشتم: سایر روشهای عملیات حرارتی ====> حجم :1.82mb دانلود
محاسبات عددی Numerical Computation
نوشته : دکتر مسعود نیکو کار دانشگاه صنعتی امیرکبیر و دکتر محمد تقی درویشی دانشگاه رازی
Dr. M. T. Darvishi Razi Univ. and Dr. M. Nikoukar Amirkabir Univ
ناشر ؛ تهران گسترش علوم پایه چاپ یازدهم 4300 تومان در 333 صفحه جدول و نمودار
پیشگفتار چاپ ششم :
محاسبات عددی علم هنر ومحاسبه است . بسیاری از رشته های علوم پایه و فنی و مهندسی نیازمند به دست آوردن نتایجی هستند که از روشهای تحلیلی قابل حصول نیستند و یا تعیین آنها بسیار وقت گیر می باشد . با توجه به ضرورتی که در زمینه یک کتاب جامع محاسبات عددی برای استفاده دانشجویان گرامی احساس می شد .و با توجه به سابقه تدریس این درس در دانشگاه های مختلف کشور در سال 1379 چاپ اول کتاب بر طبق سرفصل شورایعالی انقلاب فرهنگی به بازار عرضه شد و در اختیار علاقه مندان قرار گرفت .
خودآموز بودن ، روانی مطالب و فراوانی مثالهای کتاب اقبال دانشجویان عزیز را به همراه داشت در چاپ دوم به توصیه دانشجویان و مدرسین گرامی مطالب جدیدو تمرینات تکمیلی به کتاب اضافه گردید در چاپ چهارم ضمیمه برنامه های کامپیوتری با استفاده از نرم افزار برنامه نویسی سی به این کتاب اضافه گردید . به ویرایش فعلی کتاب ویرایش ششم یک پیوست کامل از مسائل چهار گزینه ای نیز اضافه گردیده است در این پیوست حدود دویست مسئاله چهار گزینه ای از آزمونهای سالهای متفاوت کنکور سراسری و دانشگاه آزاد با حل تشریحی ارائه شده است . همچنان نیازمند راهنمایی و پیشنهادات سازنده عزیزان هستیم
برای دانلود کتاب به ادامه ی مطلب مراجعه فرمایید
فصل اول خطاها :
مقدمه / خطای مطلق و نسبی / منابع اصلی خطا / خطای چهار عمل اصلی / خطای محاسبه فرمولها وتوابع
فصل دوم حل معادلات
مقدمه / تعیین ریشه ها با دقت مورد نظر / روشهای حل عددی معادله / روش دو بخشی یا روش تنصیف / روش نا بجایی / روش نیوتن – رفسون / روش وتری / روش تکرار ساده /
فصل سوم درونیابی و برونیابی
مقدمه / درونیابی / چند جمله ای های لاگرانژ/ چند جملهای درونیاب بر حسب تفاضلات تقسم شده نیوتن / تفاضلات متنهاهی و درون یابی یک تابع هرگاه نقاط درونیابی متساوالفاصله باشند / شکل دترمینانی چند جمله ای درونیاب / خطای چند جمله ای درونیاب / برونیابی
فصل چهارم مشتق گیری و انتگرالگیری عددی
مشتق گیری عددی / دستور های مشتق گیری بر اساس جند جملهای درونیاب / دستورات مشتق گیری با استفاده از بسط تیلور / خطای مشتق گیری عددی / انتگراگیری عددی / قاعده ذوذنقه ای / قاعده سیمپسون / قاعده های دیگر انتگرالگیری / روش نیوتن کاتس / روش گاوس / فرمول دو نقطه ای گاوس / فرمول سه نقطه ای گاوس / انتگرالهای منفرد / قاعده نقطه میانی / خطاهای روشهای انتگرالگیری / خطای روش ذوذنقه / خطای سایر روشهای انتگرالگیری
فصل پنجم روش های عددی حل معادلات دیفرانسیل معمولی
مقدمه / روش بسط تیلور / الگوریتم روش تیلور از مرتبه کاام / روش اویلر / روش رونگه کوتا /روش رونگه کوتای مرتبه دو / روش رونگه کوتای مرتبه چهار / دستگاه محاسبات دیفرانسیل مرتبه اول / روش رونگهکوتای مرتبه چهار برای حل دستگا های معادلات دیفرانسیل مرتبه اول / معادلات دیفرانسیل مرتبه دوم
فصل ششم ماتریسها و حل دستگا های معادلات خطی و غیر خطی
مقدمه / ماتریسها و بردارها /دستگاه های معادلات خطی / روشهای مستقیم حل دستگاههای معادلات خطی / روشهای تکراری حل دستگا ههای معادلات غیر خطی /بدست آوردن وارون یک ماتریس نا منفرد
فصل هفتم تعیین مقادیر ویژه ماتریسها
مقدمه / مقادیر ویژه و بردارهای ویژه / تعیین چند جمله ای مشخصه یک ماتریس / روش ضرایب نامعین برای بدست آوردن چند جمله ای مشخص ماتریس / روش کریلف یر برای بدست آوردن چند جمله ای مشخصه ماتریس/ روش لوری یر برای بدست آوردن چند جمله ای مشخصه ماتریس / تعیین بردار ویژه نظیر یک مقادیر ویژه مشخص / به دست آوردن وارون یک ماتریس با استفاده از قضیه کیلی هامیلتون / روشهای تکراری برای تعیین مقادیر ویژه
فصل هشتم روش حداقل مربعات
مقدمه / خط حداقل مربعات / چند جمله ای حداقل مربعات / انواع دیگر از تقریب های حداقل مربعات / حالت نمایی / حالت هذلولی / حالت مثلثاتی /
فصل اول-خطاها
فصل دوم-حل معادلات عددی
فصل سوم-درونیابی و برونیابی
فصل چهارم-مشتق گیری و انتگرال گیری عددی
پسوورد فایل ها: www.sem-eng.com
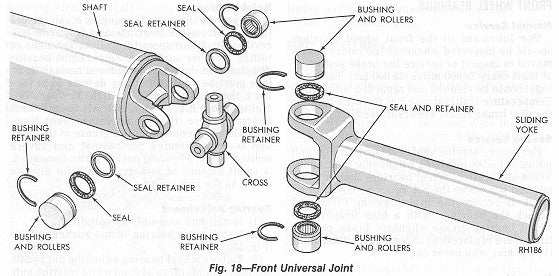
وظیفه میل گاردان انتقال گشتاور پیچشی گیربکس به دیفرانسیل بوده میل گاردان در خودروهای که چرخ های محرک در جلو وجود دارد به کار نمیرود میل گاردان نیروی پیچشی زیادی تحمل میکند بر طبق قرار داد اکثر اتومبیل های که شامل دستگاه تولید نیرو و دستگاه انتقال قدرت و دستگاه کلاچ در جلو می باشند ولی دستگاه محرک واقعی خودرو در عقب واقع است و برای انتقال نیرو به دستگاه محرک در عقب اجزای مخصوصی لازم است که این کار را انجام می دهند که در مهندسی اتومبیل "محور حرکت " نامیده می شود
1- قفل های میل گاردان
قفل های میل گاردان برای این منظور به کار می رود که انتقال نیرو را با سرعت زاویه ای ثابتی انجام دهند . قفل گاردان سبب ارتباط محورها به طور قابل انعطاف می شوند تا اجازه انتقال نیرو در وقتی که زاویه های بین محورها تغییر پیدا کرد را بدهند خرابی جاده و قابلیت انعطاف میله های معلق به ندرت امکان هم محور بودن قفل گاردان وجود دارد یک قفل گاردان نیز ممکن است بین محور زنده و دوک چرخ جلو (پلوس) وجود داشته باشد که می تواند نیرو را به چرخ ها منتقل کند قفل گاردان شامل
اجزای زیر است
مفصل هوک : قفل گاردانی که خیلی متداول است به نام مفصل هوک نامیده می شود این قفل اولین مورد استعمال در محورهای حرکت خودرو بوده است و متداول بوده است به طور زوجی مورد استفاده واقع می شوند به علت این که در مورد چرخ های جلو محرک باشند به کار بردن مفصل هوک حجم زیادی را اشغال خواهد کرد در این مورد مفصل مخصوص سرعت ثابت که کوچکتر است
به کار می برند
مفصل مخصوص سرعت ثابت : این مفصل خیلی متداول است چون اجزای ارتعاش به چرخ ها می دهد مفصل مخصوص حرکت زاویه ای عضو محرک را طوری جهت می دهد که عضو به حرکت دراورنده دارای همان سرعتی باشد که عضو محرک دارد
- میل گاردانمیل گاردان برای این در اتومبیل به کار میرود که گشتاور را از فاصله بین دستگاه انتقال نیرو به
گردانده نهایی منتقل کند
3- اتصال کشویی میل گاردان
چون چرخ های عقب در ضمن عبور از چاله ها دارای حرکت عمودی می شوند لازم و ضروری است
که وسیله ای برای تغییر دادن طول به میل گاردان در هنگام تغییر وضع چرخ ها وجود داشته باشد این
عمل به وسیله اتصال کشویی انجام می شود حال که به طور خلاصه عملکرد هر یک از اجزای فوق
را درک کردید به بررسی کلی هر یک از انها می پردازیم
توضیحات جامع در مورد میل گاردان
میل گاردان میله ای فولادی تا اندازه ای قطور و بسیار محکم و کاملا صاف و راست می باشد که
نیروی گیربکس را به دیفرانسیل منتقل می کند چون گیربکس با دیفرانسیل فاصله دارد و از طرف
دیگر در یک سطح مساوی قرار ندارند با بالا و پایین رفتن چرخ های عقب .دیفرانسیل هم بالا و پایین
میرود به همین جهت و برای این که اسیبی به میل گاردان نرسد در دو سر میل گاردان دو عدد چهار
شاخه که یک سر ان به شفت گیربکس و سر دیگر ان به دنده پیستون دیفرانسیل وصل شده که این
مجموعه را میل گاردان و قفل های گاردان می گویند
میل گاردان ممکن است توپر یا تو خالی ساخته شده باشند نوع تو خالی برای موتورهای با کارکرد
سنگین ارجعیت دارد چون وزن کمتری دارند و در نتیجه دارای قدرت انتقال گشتاور بیشتری میباشند
میله های تو خالی معمولا از لوله درزدار ساخته می شوند لوله ها که از ورقه های فولاد کم ذغال
تهیه می شوند به وسیله الکتریکی یا گاز جوش داده می شوند ایجاد صدا در زیر میل گاردان به
خصوص زمانی که گاز را کم می کنیم و یا که به طور ناگهانی روی پدال فشار می دهیم دلیل ان این
است که از ناحیه چهار شاخه لقی به وجود امده است به سبب این که موارد فوق و سایر معایب کم
تر شود و برای این که از نیروی گریز از مرکز میل گاردان به موقع گردش جلوگیری شود و سعی شده
است که در حد امکان میل گاردان را کوتاه تر بسازند
یک مزیت عالی کوتاه بودن میل گاردان این است که از نیروی موتور کاسته نمی شود و به طور کامل
به دیفرانسیل منتق می گردد و اتومبیل دارای قدرت بیشتری می باشد به همین دلیل در بسیاری
از اتومبیل ها دیفرانسیل را در جلو قرار می دهند و البته در بسیاری دیگر اتومبیل ها دارای دو
دیفرانسیل می باشند مثل اتومبیل جیپ . خرابی قفل گاردان گیر کردن کشویی گاردان خوردگی
بلبرینگ های چهار شاخه گاردان, تعویض دنده معکوس در دور زیاد و فشار اوردن به اتومبیل در جایی
که بکسواد می کند موجب بردین میل گاردان می شود
میل گاردان و چهار شاخه های ان
نیروی موتور از طریق گیربکس توسط میل گاردان به دیفرانسیل منتقل می شود در ضمن به خاطر
حرکت به عقب به سمت بالا و پایین بعلت فنربندی و پستی و بلندی جاده و لرزش اتومبیل و تغییر
فاصله بین گیربکس و دیفرانسیل در دو انتهای میل گاردان از چهار شاخه و کشویی گاردان استفاده
می شود میل گاردان به صورت میله توخالی ساخته و سپس بالانس کرده و مورد استفاده قرار
می گیرد قسمت کشویی گاردان به وسیله روغن گیربکس روغن کاری شده و کاسه وچهار شاخه
را هنگام نصب از گیربکس پر می کند و در مواردی از گیربکس خور استفاده می شود
انواع میل گاردان
میل گاردان را به صورت یک تکه و دو تکه می سازند در اتومبیل هایی که فاصله بین گیربکس
و موتور حداکثر 5/ 1 متر باشد از گاردان یک تکه و بیش از این فاصله از گاردان دو تکه استفاده
می شود چون اگر طول گاردان یک تکه زیاد بلند باشد در سرعت زیاد دچار اشکال می شود به
همین دلیل از نوع دو تکه استفاده می کنند در میل گاردان دو تکه علاوه بر داشتن چهار شاخه
در سر و ته ان و کشویی در جلو در ناحیه وسط دارای بلبرینگ و لاستیک ضربه گیر می باشد
معایب میل گاردان
خرابی و سائیدگی کاسه ساچمه چهار شاخه
هنگام حرکت اولیه و رها کردن کلاچ ایجاد تقه می کند و در سرعت زیاد اتاق اتومبیل را به لرزش در
می اورد
خرابی و سائیدگی کشویی گاردان
هنگام حرکت اتومبیل تولید صدا و هنگام حرکت تولید تقه می کند معمولا میل گاردان نیازی به
بازرسی و نگهداری به خصوص ندارد و فقط هر چند وقت یک بار باید چهار شاخه گاردان را مورد
بررسی قرار داد
کشویی گاردان
حرکت اکسل روی فنرها به طور مداوم فاصله بین جعبه دنده و دیفرانسیل را کم می کند بنابراین
محور گاردان نیز باید طول خود را کاهش دهد این عمل به وسیله کشویی گاردان امکان پذیر است
در ضمن کشویی گاردان در هر 5000 کیلومتر بهتر است گریس کاری شود
هزار خار
در اتومبیل های اکسل جلو یا اتومبیل های موتور عقب و اکسل عقب گاردان به کار نرفته است
و نیروی محرکه از جعبه دنده و دیفرانسیل به چرخ ها منتقل می شود و نیم شفت ها به چهار شاخ
مجهزند و به وسیله اتصال های کشویی (هزار خار) به دیفرانسیل متصل هستند گرفتن ضربه های
شدید در اکسل جلو یا عقب هنگامی که اتومبیل موتور جلو با اکسل عقب حرکت در میاید ضربه
وارده به جعبه دنده به وسیله محور گاردان بلند گرفته می شود بدین ترتیب کمی پیچیده و دوباره
به جای اول خود باز می گردد در اتومبیل ای اکسل جلو با موتور و اکسل عقب نیم شفت ها که نیروی
محرکه را انتقال می دهند برای پیچیدگی خیلی کوتاه هستند در اینجا عمل ضربه گیر به وسیله چهار
شاخ متصل می شود این بوش ها عمل ضربه گیری را انجام می دهند