وبلاگ تخصصی مهندسی مکانیک
وبلاگ تخصصی مهندسی مکانیک کتاب،مقالات،نرم افزار،آموزش نرم افزار،حلال،جزوات،فیلم،کاتالوگ،پروژه،مجلات،سایت،اخبار،استاندارد،هندبوک، مهندسی مکانیک ،مهندسی مکانیک،کارشناسی ارشد مهندسی مکانیک،دکترا مهندسی مکانیک،مهندسی مکانیک، تلگرام ، تلگراموبلاگ تخصصی مهندسی مکانیک
وبلاگ تخصصی مهندسی مکانیک کتاب،مقالات،نرم افزار،آموزش نرم افزار،حلال،جزوات،فیلم،کاتالوگ،پروژه،مجلات،سایت،اخبار،استاندارد،هندبوک، مهندسی مکانیک ،مهندسی مکانیک،کارشناسی ارشد مهندسی مکانیک،دکترا مهندسی مکانیک،مهندسی مکانیک، تلگرام ، تلگرامدرباره من
 با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
پیوندها
- پایگاه خبری فناوری های پیشرفته ایران
- مقالات علمی کنفرانسهای کشور
- اطلاعرسانیشغلی (جاب ایران)
- باشگاه پژوهشگران دانشجو
- انجام و مشاهده کلیه محاسبات فنی و مهندسی
- فرمولها و محاسبات مکانیک
- محاسبات مهندسی آنلاین
- محاسبه آنلاین وزن اشکال مهندسی
- محاسبه آنلاین چرخ دندها
- جدول تناوبی عناصر و توضیح
- محاسبه آنلاین مقدار پیشگرم در جوشکاری
- گروه بندی آنلاین قابلیت جوشکاری فلزات بر اساس خصوصیاتشان
- محاسبه آنلاین مربوط به انواع فرآیندهای جوشکاری
- انجمن قالب سازان ایران
- سازمان جهانی استاندارد
- پایگاه اطلاع رسانی کتابخانه های ایران
- انجمن مهندسان مکانیک ایران
- ایگاه اطلاع رسانی کتابخانه های ایران
- راهنمای همشهری
- باشگاه پژوهشگران جوان
- (ASA) انجمن آکوستیک آمریکا
- (AIA) انجمن صنایع هوا فضای آمریکا
- (AIAC) انجمن صنایع هوا فضای کانادا
- (ARI) انجمن تبرید و تهویه مطبوع
- (AA) انجمن آلومینیوم
- (AAEE) انجمن آمریکایی مهندسین محیط
- (AAES) انجمن آمریکایی انجمن های مهندسی
- (AACC) انجمن کنترل اتوماتیک آمریکا
- (ABMA) انجمن سازندگان بلبرینگ آمریکا
- (ACEC) انجمن مهندسین مشاور آمریکا
- (AISC) انجمن ساخت فولاد آمریکا
- (AISI) انستیتو فولاد و آهن آمریکا
- (ANSI) انجمن استانداردهای ملی آمریکا
- (ASPE) انجمن مهندسی دقیق آمریکا
- (ASTM) انجمن تست و مواد آمریکا
- (ASB) انجمن بیومکانیک آمریکا
- (ASHRAE) انجمن گرمایش، تبرید و تهویه مطبوع آمریکا
- (ASME) انجمن آمریکایی مهندسین مکانیک
- (AVS) انجمن آمریکایی خلاء
- (IMechE) نهاد مهندسین مکانیک انگلیس
- (IISI) انجمن بین المللی آهن و فولاد
- (IMEKO) اتحادیه بین المللی اندازه گیری
- (ISWM) انجمن بین المللی اوزان و اندازه گیری
- (ISA) انجمن بین المللی اندازه گیری و کنترل
- (SAE) انجمن بین المللی مهندسین خودرو
- (SME) انجمن مهندسین ساخت
- (AGMA) انجمن سازندگان چرخدنده آمریکا
- (CMVA) انجمن ارتعاشات ماشین آلات کانادا
- (CSME) انجمن کانادایی مهندسین مکانیک
- (INAE) آکادمی ملی مهندسین هند
- انجمن طراحی پیشرفته
- انستیتوی اندازه گیری و کنترل
- (AWS) انجمن جوشکاری آمریکا
- (AMBA) انجمن انرژی بادی آمریکا
- (ACEM) انجمن مهندسین مشاور مالزی
- (ARAA) انجمن روباتیک و اتوماسیون استرالیا
- (BARA) انجمن روباتیک و اتوماسیون بریتانیا
- (ARAI) انجمن تحقیقات خودرو هند
- (CAE) انجمن مهندسین مکانیک کانادا
- نرم افزار محاسبه کد ASME
- نرم افزار محاسبه استاندارد اروپا و ISO
- نرم افزار جهت تعیین نوع الکترود جوشکاری
- نرم افزار آنلاین پیش بینی میکرو ساختار و سختی در فولاد ها
- نرم افزار آنلاین برای رسم دیاگرام TTT و یا CCT فولاد
- نرم افزار آنلاین برای پیش بینی ریزساختار و سختی ویکرز ناحیه جوش
- محاسبات آنلاین مبدل حرارتی
- تحلیل آنلاین سیستم گرمایش از کف
- محاسبه ضریب اصطکاک با استفاده از برنامه دیاگرام مودی
- Atmospheric Calculator
- Block Wall Calculator
- Concrete Column Calculator
- Concrete Volume Calculator
- Isentropic Flow Relations Calculator
- Normal Flow Relations Calculator
- Open-channel Flow Calculator
- Oblique Flow Relations Calculator
- Properties of Welds Treated as Lines Calculator
- Shaft Speed Calculator
- Torque Transmitted by Clutch Calculator
- Water Pump Engineering
- Energy Conversion Calculator
- آموزش تصویری مقاومت مصالح و استاتیک
- پایگاه اطلاع رسانی مهندسی مکانیک ایران (پاما)
- پایگاه اطلاع رسانی مهندسی مکانیک
- پایگاه اطلاع رسانی مهندسی ساخت و تولید
- پایگاه مجله بین المللی مهندسی مکانیک
- پایگاه مهندسی مکانیک - ساخت و تولید
- وبلاگ مهندسان فردا
- Reynolds Calculator
- Pipe Pressure Loss Calculator
- Venturi Flowmeter Calculator
- Orifice Flowmeter Calculator
- Exit Spout Velocity Calculator
- converter pressure
- انتگرال گیری آنلاین
- وبلاگ مهندسی مکانیک
- انجمن مهندسی مکانیک
- وبلاگ مهندسی جامدات
- خبرهای شنیدنی
- مهندسی مکانیک و تاسیسات ساختمان
- وبلاگ دانستنی ها
- وبلاگ پسر بد
- پایگاه اطلاع رسانی فنی نیوز
- گروه ایران پی آر جی
دستهها
جدیدترین یادداشتها
همه- جزوه عالی از مقاومت مصالح
- کتاب آموزش مدلسازی المان محدود و شبیه سازی در نرم افزار انسیس (ANSYS
- فیلم های فارسی آموزش مقاومت مصالح ۱ (دانشگاه صنعتی شریف)
- فیلم های قالب تزریق پلاستیک
- پاورپوینت تشریح موتور جت
- ماشین مته شعاعی
- آشنایی با شرکت ذوب آهن اصفهان
- دستگاه فلوفرمینگ
- ماشین مته شعاعی
- فیلم های قالب تزریق پلاستیک
- تبریک روز مهندس
- دانلود جزوه طراحی اجزا ۲ دکتر عباس رهی از دانشگاه شهید بهشتی ویرایش دوم
- دانلود کتاب ترمودینامیک سنجل Cengel ویرایش هشتم
- معروف ترین مهندسان مکانیک
- دانلود جزوه طراحی مبدلهای حرارتی
- دانلود کتابچه اصول پایپینگ
- دانلود جزوه ریاضی 2
- فرمان هیدرولیک
- Visual Nastran
- CVT چیست و چگونه کار می کند؟
بایگانی
- فروردین 1396 4
- آذر 1395 2
- آبان 1395 4
- اسفند 1394 1
- بهمن 1394 3
- دی 1394 6
- آذر 1394 6
- آبان 1394 1
- مهر 1394 5
- اسفند 1393 1
- مهر 1393 7
- تیر 1393 7
- اردیبهشت 1393 4
- فروردین 1393 5
- دی 1392 1
- آبان 1392 8
- تیر 1392 2
- خرداد 1392 11
- اردیبهشت 1392 4
- فروردین 1392 6
- اسفند 1391 8
- بهمن 1391 4
- دی 1391 3
- آذر 1391 3
- آبان 1391 3
- مهر 1391 7
- شهریور 1391 16
- مرداد 1391 13
- تیر 1391 7
- خرداد 1391 5
- اردیبهشت 1391 9
- فروردین 1391 6
- اسفند 1390 7
- بهمن 1390 15
- دی 1390 3
- آذر 1390 16
- آبان 1390 19
- مهر 1390 15
- شهریور 1390 24
- مرداد 1390 23
- تیر 1390 34
- خرداد 1390 22
- اردیبهشت 1390 84
- فروردین 1390 249
- اسفند 1389 217
تقویم
فروردین 1396| ش | ی | د | س | چ | پ | ج |
| 1 | 2 | 3 | 4 | |||
| 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 12 | 13 | 14 | 15 | 16 | 17 | 18 |
| 19 | 20 | 21 | 22 | 23 | 24 | 25 |
| 26 | 27 | 28 | 29 | 30 | 31 |
جستجو
آشنایی با روش ریخته گری گریز از مرکز
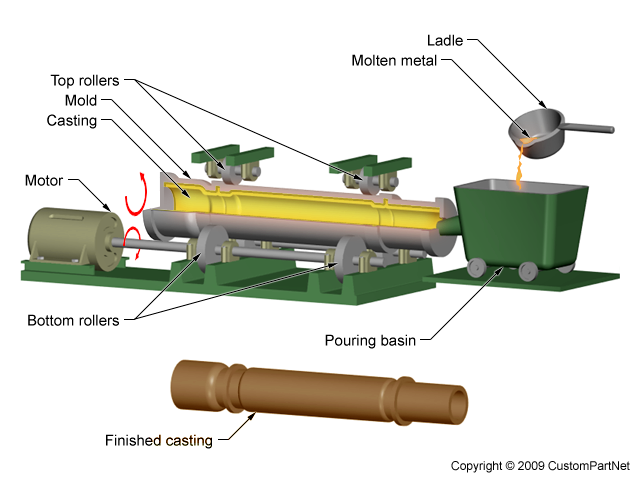
شماتیک فرآیند ریخته گری گریز از مرکز [1]
اگر در حالی که قالب حول محور خودش در چرخش است، مذاب را درون قالب بریزیم، از روش ریخته گری گریز از مرکز استفاده کرده ایم.
ریخته گری گریز از مرکز، در اوایل سال 1800 میلادی پیشنهاد شد.با وارد شدن فلز مذاب به قالب در حال چرخش، مذاب با نیروی گریز از مرکز، به دیواره چسبیده و حفره قالب را پر میکند. پیششروی انجماد از سطح بیرون به سمت داخل است.
سه نوع فرآیند گریز از مرکز وجود دارد که عبارتند از :
1- ریخته گری گریز از مرکز حقیقی ( True Centrifugal Casting )
2- ریخته گری نیمه گریز از مرکز ( SemiCentrifugal Casting )
3- ریخته گری میان گریزه یا مجازی ( Centrifuging ) [ Also called Spin Casting Or Centrifuged ]

در فرآیند گریز از مرکز حقیقی، قطعات استوانه ای توخالی و لوله مانند تولید می شوند. قالب از جنس فولاد، آهن و یا گرافیت است و ممکن است برای افزایش طول عمر قالب، دیواره ی داخلی آن، با مواد دیر گداز پوشش داده شود. دیواره ی درونی قالب، شکل بیرونی قطعه را ایجاد می کند. هرچند تولید قطعات با شکل خارجی مدور متداول است ولی ایجاد شش ضلعی و دیگر شکل های متقارن نیز امکان پذیر است.

اگر محور دوران افقی باشد شکل داخلی قطعه همیشه استوانه است. اگر محور دوران عمودی باشد، سطح داخلی قسمتی از یک شلجمی خواهد بود که شکل دقیق آن تابع سرعت چرخش است.

ضخامت دیواره به آسانی قابل تغییر است و به مقدار مذابی که به قالب می رسد بستگی دارد. در ریخته گری گریز از مرکز حقیقی، فلز با فشار قابل توجهی به دیواره ی قالب فشرده می شود. قطعه ی حاصله محکم و دارای ساختمان فشرده ای است. به خاطر اختلاف چگالی، تمام ناخالصی های سبک وزن ،در سطح داخلی قطعه منجمد می شود. بنابراین در صورت لزوم می توان با یک تراشکاری ساده این ناخالصی ها را ازقطعه جدا نمود.
با این روش می توان اشیایی با کیفیت و دقت ابعادی بالا و سطح بیرونی صاف تولید نمود. بوش، آستر سیلندر موتور، رینگ های یاتاقان را می توان به این روش تولید کرد.
- ریخته گری نیمه گریز از مرکز : Semi Centrifugal Casting
وقتی یک قطعه که تقریبا تقارن دورانی دارد( مثل یک چرخ با پره ها و مرکز آن )، ریخته شود، اصطلاح نیمه گریز از مرکز به کار می رود.سرعت چرخش در این حالت، به مقدار قابل توجهی کمتر از سرعت چرخش در روش گریز از مرکز حقیقی است.

ریخته گری میان گریزه یا گریز از مرکز مجازی : Centrifuging
در ریخته گری گریز از مرکز مجازی، از نیروی گریز از مرکز، برای رساندن فلز مذاب از یک مخزن مرکزی به قالب های جداگانه که نسبت به محور چرخش خارج از مرکز هستند، استفاده می شود. خواص محصول با تغییر فاصله حفره قالب تا محور دوران تغییر می کند.

برای تولید قطعات ظریف با دیواره ی نازک و کیفیت مرغوب، از سرعت های چزخش نسبتا پایین استفاده می شود. با ایجاد تغییراتی در این روش می توان محصولاتی با خورند بسیار کم، سطوح صاف و ظرافت عالی تولید کرد. معمولا مدل های مورد استفاده در این روش از نوع ذوب شدنی هستند. از این روش در ساخت طلا و جواهرات نیز استفاده می شود.
پانوشت : می دانیم که نیرویی به نام نیروی گریز از مرکز، وجود حقیقی ندارد. بلکه علت گریز جسم از مرکز در دوران، اینرسی خود جسم است. مثل وقتی که در لحظه حرکت خودرو به جلو، به علت اینرسی بدن ما، اول به عقب پرتاب می شویم. اینرسی را می توان تمایل جسم برای حفظ حالت قبلی تعریف کرد ( قانون اول نیوتن ).
بهتر بگم ماده در هنگام ورود به قالب در حال دوران،با حرکت قالب نیرو دریافت کرده و به محض قطع اتصالش از منبع نیرو، در راستای سرعت خطی خودش در آن لحظه، به حرکت ادامه میده. یعنی خارج میشه.
پانوشت 2: جاده میپیچه، مذاب نمیپیچه و به حرکت مستقیم الخط خودش ادامه میده. در نتیجه با سرعتی که داره به دیواره قالب برخورد میکنه و سرد میشه.
salam aghaye mohandes khob hastin?
ye solai raj be ijad tarak dar ansys dashtam.mitonin komakam konin?
age mishe baram mail bezanin ta heheton begam.ba tashakor
a.saberi@live.com