وبلاگ تخصصی مهندسی مکانیک
وبلاگ تخصصی مهندسی مکانیک کتاب،مقالات،نرم افزار،آموزش نرم افزار،حلال،جزوات،فیلم،کاتالوگ،پروژه،مجلات،سایت،اخبار،استاندارد،هندبوک، مهندسی مکانیک ،مهندسی مکانیک،کارشناسی ارشد مهندسی مکانیک،دکترا مهندسی مکانیک،مهندسی مکانیک، تلگرام ، تلگراموبلاگ تخصصی مهندسی مکانیک
وبلاگ تخصصی مهندسی مکانیک کتاب،مقالات،نرم افزار،آموزش نرم افزار،حلال،جزوات،فیلم،کاتالوگ،پروژه،مجلات،سایت،اخبار،استاندارد،هندبوک، مهندسی مکانیک ،مهندسی مکانیک،کارشناسی ارشد مهندسی مکانیک،دکترا مهندسی مکانیک،مهندسی مکانیک، تلگرام ، تلگرامدرباره من
 با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
ریختهگری پیشرفته توسط فوم فدا شونده
ریختهگری پیشرفته توسط فوم فدا شونده
مزایا
یافتههای تحقیقاتی، سبب درک بیشتری از فرایند فوم فدا شونده شدهاند. تمهیدات جدید کنترل فرایند، منجر به آنالیزهای بهتر و کنترل در هر مرحله از فرایند شده است. این امر، سبب شده تا بتوان به ریختهگری با کیفیتی بالا، عملیات کارگاهی با راندمان انرژی بهتر و هزینهای پایینتر و کاهش قابل توجه در میزان اسقاط دست یافت. دستاوردهای خاص عبارتند از:
- گیج هوای بدون تماس پیشرفته برای آنالیز ابعادی دقیق
- مراحل پیشرفته تضمین کیفیت داخل کارخانه برای اندازهگیری عوامل ریختهگری
- گیج پیشرفته دانسیته شن برای اندازهگیری میزان فشردگی شن. ابزار همراه، کج و کولگی ریختهگری را اندازهگیری میکند.
- ابزار پیشرفته آنالیز ارتعاشی که وقتی با گیج دانسیته جفت میشود، سبب بهینهسازی سیکل فشردهسازی میشود، زمان فشردهسازی را تقلیل داده و کژدیسی الگوی کار را کاهش میدهد.
موارد کاربرد
فرایند ریختهگری با فوم فدا شونده، فناوری بسیاری پیشرفتهای برای تولید ادوات متنوع است. این فرایند با حذف درونگاهها، حفرههای درونگاهی و بواسطه کنترل ابعادی بسیار پیشرفته قطر دیواره ریختهگری انجام میشود. دانش فزاینده و کنترل فرایند، همواره سبب گستردگی روزافزون روند استفاده از ریختهگری فوم فدا شونده آهن و آلومینیوم شده است. جایزه 1998 aspe در حقیقت توسط فرایند ساخت با استفاده از ریختهگری با فوم فدا شونده محقق شد.
تمهیدات جدید کنترلی فرایند و دانش فنی، منتهی به استفاده روزافزون از فرایند فوم فدا شونده شده است
ریختهگری به روش فوم فدا شونده، دارای محاسن هزینهای و زیستمحیطی قابل توجهی است و ریختهگران فلزی را قادر میسازد تا به تولید قطعات پیچیدهای که در قالب اوقات امکان تولید آنها توسط دیگر شیوهها نیست، مبادرت کنند. فرایند مذکور طراحان را قادر به ادغام قطعات، کاهش عملیات ماشینکاری و به حداقل رسانیدن عملیات مربوط به مونتاژ میکند. این فرایند همچنین با تسهیل ریختهگری، سبب کاهش اسقاط جامدات و برونپاشهای مربوطه میشود. تحقیقی که در وزارت انرژی ایالات متحده امریکا و کنسرسیومی صنعتی پایهگذاری شد و در دانشگاه آلاباما2 در مرکز فناوری فوم فداشونده بیرمنگام3 انجام شد موجب پیشرفتهای چشمگیری در کنترل فرایند فوم فدا شونده شده است. این پیشرفتها همواره برای استفاده در صنایع ادامه یافته است.
در فرایند فوم فدا شونده، ابتدا قالب اصلی (الگو) فومی که از نظر هندسی مانند قطعه فلزی نهایی مورد نظر است، ساخته میشود. پس از یک دوره تثبیت کننده، قالب اصلی در درون یک محلول آب که دارای مواد معلق مقاوم در برابر حرارت (دیرگداز)4 است قرار داده میشود. مواد مقاوم در برابر حرارت (دیرگداز) به عنوان پوششی، روی قالب اصلی فومی را میپوشاند و لایهای نازک و مقاوم در برابر حرارت را بر روی فوم باقی میگذارد که به تدریج در هوای معمولی خشک میشود. زمانی که خشک شدن تکمیل شد، فوم اندود شده را در درون یک محفظه استیل به صورت معلق قرار میدهند. این محفظه استیل همواره مرتعش میشود و در این حال، شن نیز اضافه میشود. بهگونهای که اطراف قالب اصلی اندود شده را احاطه میکند. شن، سبب حمایت مکانیکی برای لایه نازک ماده مقاوم در برابر حرارت میشود. سپس فلز مذاب به داخل قالب ریخته میشود و این فلز مذاب، فوم را ذوب و بخار میکند. فلز سخت شده تقریباً نسخه دقیقی از قالب اصلی را ایجاد میکند. این فلز سخت شده در صورت لزوم تحت ماشینکاری قرار خواهد گرفت تا بتوان به فرم نهایی مطلوب دست یافت.
به منظور اطمینان از حصول کیفیت بالا در ریختهگری، همواره کنترلهای مقتضی میبایست در هر مرحله از فرایند اعمال شود. عدم وجود دانش اصولی و صحیح در خصوص فرایند که به منظور کنترل تمهیدات مقتضی لازم است، باعث شده تا محبوبیت و مقبولیت ریختهگری توسط فوم فدا شونده همواره با کندی مواجه شود.
ساخت اجزای مهندسی پیشرفته با استفاده از فناوری ریختهگری با فوم فدا شونده:
فرایند ریختهگری با فوم فدا شونده به واسطه ادغام چندین بخش ریختهگری به یک ریختهگری، سبب تولید قطعات ارزشمندی شده است. این فرایند همچنین با کاهش عملیات ماشین کاری و هزینههای مربوط به مونتاژ، سبب ارتقای راندمان انرژی شده است و نیز از طریق دستیابی به تولید فلزی بهتر، کاهش میزان مصرف مواد با حذف درونگاهها و بهینهسازی دقت ابعادی ریختهگری سبب شده تا بتوان به تولید قطعات مهم دست یافت. کلیه این مشخصات منحصر بفرد فرایندی سبب کاهش میزان انرژی مصرفی در خلال مراحل ساخت میشود.
تولید به روش ریختهگری با فوم فدا شونده از نقطه نظر میزان عددی، رشد قابل توجهی داشته است. بهگونهای که میزان آن از حدود پنج میلیون دلار در 1988 به هشت صد میلیون دلار در سال 2002 رسیده است. این امر، نتیجه سرمایهگذاری مداوم در این صنعت به واسطه مساعدتهای مالی از طرف برنامه فناوری صنعتی وزارت انرژی5 برای حمایت توسعه فنی آن بوده است. در این زمان، بسیاری از مشکلات فنی حل شدهاند و فناوری مذکور به درون کارخانه راه یافته است. به گونهای که شاهد کاهش اسقاط از 25 درصد به کمتر از 3 درصد بودهایم.
برنامه تحقیق و توسعه پیشنهادی که توسط یک تیم تحقیقاتی در دانشگاه آلاباما واقع در بیرمنگام هدایت میشود بواسطه گسترش جایگاه فوم فدا شونده در بازار سعی در کاهش بیشتر اسقاط ریختهگری و تکامل بیشتر این فناوری دارد. کاهش خلل و فرج (پروزیته)6 و عیوب پلیسهای سبب بهبود راندمان تولید، خواص مکانیکی و مقبولیت در بازار قطعات ریختهگری شده خواهد شد. هر سه مزیت فوق، سبب کاهش میزان انرژی مصرفی در خلال فرایند ریختهگری میشود.
مزایای موجود برای صنعت و کشور ما
- افزایش کیفیت ریختهگری با فوم فدا شونده
- بهبود راندمان تولید
- کاهش میزان انرژی مصرفی
- افزایش مقبولیت در بازار قطعات ریختهگری شده
- کاهش میزان اسقاط
کاربرد در صنایع کشور ما
کاهش میزان خلل و فرج (پروزیته) و نواقص پلیسهای در ریختهگری با فوم فدا شونده سبب افزایش راندمان تولید، خواص مکانیکی و مقبولیت در بازار قطعات ریختهگری شده خواهد شد. شورای فوم فدا شونده اروپا که سال گذشته در دانشگاه پدربورن شکل گرفت، موفقیت این نوع رویکرد را مرهون توسعه سریع و بهکارگیری تجاری فناوری ریختهگری با استفاده از فوم فدا شونده میداند.
برخی ریختهگریهای آلومینیوم به وسیله فوم فدا شونده
در حالی که از فرایند ecp به طور گسترده در ساخت منیفولدها استفاده میشود، قسمتهای دیگری نیز از قبیل سرسیلندرها، مبدلهای حرارتی و اجزای بیرونی موتورهای زیردریایی توسط این فرایند تولید میشوند.
بنابراین کارخانجات سازنده، درخصوص هزینههای زیر صرفهجویی میکنند:
- هزینه ماهیچهها
- دسترسی به نقطه تسلیم بالاتر
- دسترسی به وزن پایینتر
- افزایش تولید
در حال حاضر، آزمایشهای وسیعی به منظور اثبات خواص مکانیکی قطعه در حال انجام است. حد خستگی در این فرایند، بهطور قابل ملاحظهای بالاتر از روش دایکست ثقلی است و در حال حاضر، تولید به روش ecp در کنار دایکست ثقلی به منظور سنجش هزینه صحیح در دوره طولانی تولید، آغاز شده است.
نتیجهگیری
کاربرد روش ریختهگری تبخیری یا lost foam بهطور گسترده، مشکلات تکنیکی را در سراسر دنیا مرتفع ساخته است. کلید موفقیت شرکتها در استفاده از این روش، انتخاب صحیح کاربردهاست. در برخی از موارد این روش از نظر هزینه مستقیماً با ریختهگریهای رایج مقایسه میشود، اما به منظور حصول بیشترین مزایا نیاز به بهینهسازی در طراحی اجزا برای کاربرد صورتهای خاص، احتمالاً با مراحلی از این قبیل است:
- به حداقل رساندن شیب مدل
- ضخامت دیوارهها را میتوان به شکل عمودی طراحی کرد
- دقت ابعادی یکسان در تولید
- قابلیت چسباندن مدلها به یکدیگر برای ساخت اشکال پیچیده
- حذف اثر خط جدایش
- عدم نیاز به کف تراشی
- کاهش استهلاک ابزار
- این فرایند، قابلیت طراحی در خصوص بسیاری از موارد ریختهگری دقیق با فوم از بین رونده را دارد و هزینه آن از قالبهای ماسهای و یا دایکست ثقلی پایینتر است.
کوره ھای القایی تحت خلأ
کوره ھای القایی تحت خلأ

با پیشرفت سریع علم ودرکنارآن صنعت، نیاز وافری بھ تکنولوژیھای نو احساس
میشود. این دستاورد، معلول علت بزرگی است، بھ نام پیشرفت.
درھمین راستا علم متالورژی کھ از پایھ ای ترین علوم مھندسی است، رشد
روزافزونی داشتھ کھ منتج بھ کشفیات و اختراعات جدیدی بوده است کھ با سعی و تلاش
اھالی این علم صورت گرفتھ است.
نیاز بھ داشتن قطعاتی از جنس آلیاژھای خاص، کھ دارای ویژگیھای مطلوبی مانند
استحکام و تافنس بالا، عمر خستگی زیاد، خواص فیزیکی بھتر و ضریب اطمینان بالاتر
ھستند، مورد توجھ میباشد. از ھمین رو محققین پی بھ نیاز خود برده و در صدد دستیابی
بھ آن برآمدند.
آنھا این خواص را در نوعی از آلیاژھا با عنوان (آلیاژھای تمیز (پیدا کرده اند. این
آلیاژھا بھ خاطر دارا بودن نسبت استحکام بھ وزن عالی، ارزش افزوده بالایی دارند و
مجموعھ خواص فوق، نیروی محرکھ ای برای تحقیق در جھت تولید آلیاژھای تمیزتر، ازطریق ابداع و بکارگیری روش ھای ذوب پیشرفتھ تر میباشد.
اصطلاح تمیز برای آلیاژھا، یک نسبت است که به معنی پایین بودن میزان عناصر
ناخالصی مضر نظیر اکسیژن، گوگرد، فسفر، نیتروژن، ھیدروژن و دربعضی موارد
کربن بھ کار میرود. این تعریف را می توان بھ یک آلیاژ فولاد تمیز و یا یک سوپر آلیاژ
غیر آھنی نسبت داد؛ درشمشھا نیز واژه تمیز، بھ پایین بودن میزان آخالھای غیرفلزی و
بطورعمده آخالھای اکسیدی وسولفیدی اشاره دارد.
فھرست
عنوان صفحه
مقدمھ.................................................................. 2
معرفی ..............................................................3
ذوب القایی تحت خلا .................................................. 6
شرح فر ایند............................................................. 7
تلاطم حمام مذاب در کوره ھای …........................................11
نیتروژن زدایی........................................................... 14
اکسیژن زدایی............................................................ 14
کاھش ناخالصی ھای غیر فلزی مضر........................................ 15
ھیدروژن زدایی............................................................ 16
واکنش گوگرد زدایی ....................................................... 16
آخال زدایی …..............................................................17
پاکسازی و تصفیھ مذاب در ..................................................18
بوتھ و مواد نسوز........................................................... 19
تکنولوژیھای جدید............................................................ 20
محدودیت ھا ................................................................ 21
اتوماسیون کوره ھای .......................................................23
فھرست منابع ومآخذ...........................................................24
یرای دانلود بر روی لینک زیر کلیک نمایید.
.
.
.
جوشکاری زیرپودری یا SAW
جوشکاری زیرپودری یا SAW
جوشکاری زیرپودری یا SAWجوش زیر پودری یک فرایند جوش قوس الکتریکی است که در آن گرمای لازم برای جوشکاری توسط یک یا چند قوس بین یک فلز پوشش نشده، یک یا چند الکترود مصرفی و یک قطعه کار تامین می شود. در این روش نوک الکترود داخل پودری از مواد معدنی ویژه قرار می گیرد و قوس در زیر این پودر در امتداد مسیر جوشکاری تشکیل می شود. در این روش قوس قابل مشاهده نیست. درسیستم زیرپودری از سیم بدون روکش استفاده می شود، طوری که سیم به طور متوالی از قرقره مخصوص رهامی گردد و ضمن تشکیل قوس نقش واسطه اتصال را نیز بر عهده دارد. قوس توسط لایه ای از فلاکس پودری قابل ذوب شدن که فلز جوش مذاب و فلز پایه نزدیک اتصال را پوشانده، و فلز جوش مذاب را از آلودگی های اتمسفر حفاظت می کند پوشیده می شود.
اصول عملیات
درجوش زیر پودری جریان الکتریکی از قوس و حوضچه مذاب جوش که ترکیبی از فلاکس مذاب و فلزجوش مذاب است می گذرد. فلاکس مذاب معمولا، هادی خوب جریان الکتریسته است، در حالی که فلاکس سرد هادی نیست. پودر جوش می تواند اکسیدزداها و ناخالصی زداهایی که با فلز جوش واکنش شیمیایی می دهند را نیز تامین کند علاوه براینکه یک لایه محافظ ایجاد می کند. فلاکس های جوش زیر پودری فولادهای آلیاژی همچنین می توانند حاوی عناصر آلیاژی برای بهبود ترکیب شیمیایی فلز جوش باشند. جریان الکتریکی از یک ژنراتور (ترانسفورماتور یا رکتی فایر) تامین شده، از اتصالات عبور می کند تا قوسی را بین الکترود و فلز پایه بر قرار کند را ذوب می کند که حوضچه مذاب را برای پرکردن اتصال تشکیل دهند. درکلیه انواع تجهیزات، غلطک های هدایت با نیروی مکانیکی بطور پیوسته سیم الکترود مصرفی فلزی را از میان لوله تماس (نازل) و توده فلاکس به اتصالی که باید جوش شود می راند. سیم الکترود عموما یک فولاد کم کربن با ترکیب شیمیایی دقیق که در یک قرقره یا بشکه پیچیده شده می باشد. سیم الکترود در منطقه جوش ذوب شده و در طول اتصال رسوب می کند. فلاکس دانه ای در جلوی قوس ریخته شده و پس از انجماد فلز جوش، فلاکس ذوب نشده توسط سیستم مکش جمع کننده برای استفاده مجدد جمع آوری می شود. در جوش خودکار بازیابی فلاکس مجموعه ای از تجهیزات و یک لوله بازیابی فلاکس که درست پس از لوله تماس قرار گرفته است می باشد. جوش زیر پودری به هر دو روش نیمه خودکار و خودکار قابل انجام بوده و روش خودکار بخاطر مزایا بیشتر، استفاده گسترده تر دارد. در روش نیمه خودکار جوشکار بصورت دستی یک تفنگ جوشکاری (به انضمام مخزن فلاکس) که فلاکس و الکترود را به محل اتصال تغذیه می کند را هدایت کرده و خودش سرعت حرکت را کنترل می کند. در روش جوش کاملا خودکار دستگاه بصورت خودکار الکترود و فلاکس را در طول مسیر جوش تغذیه و هدایت کرده و نرخ رسوب را کنترل می کند. در کاربردهای خاصی جوش خودکار زیر پودری دو یا چند الکترود بصورت متوالی در یک اتصال تغذیه می شوند. الکترودها ممکن است کنار یکدیگر بوده و به یک حوضچه تغذیه شوند یا اینکه به اندازه کافی فاصله داشته تا پس از انجماد یکی حوضچه دیگری تشکیل شود و مستقل منجمد شوند. روش جدیدتر جوش قوس های پشت سرهم است که جوش چند پاس را دریک شیار اتصال برای افزایش سرعت حرکت و نرخ رسوب جوشکاری تامین می کند.
مزایا و محدودیت ها
روش های خودکار و نیمه خودکار جوش زیر پودری در مقایسه با سایر روش های جوشکاری مزایا و معایب زیر را دارند:
اتصالات را می توان با شیار کم عمق آماده نموده که باعث مصرف کمترفلز پرکننده می شود (در برخی کاربردها نیازی به شیار برای اتصالات بین ورق های با ضخامت کمتر از 4/1 نیست).
پوشش برای حفاظت اپراتور از قوس نیاز نیست، اگرچه حفاظت چشمان اپراتور بخاطر احتمال پرتاب جرقه جوش توصیه می شود.
جوش را می توان با سرعت حرکت و نرخ رسوب بالا و برروی سطح صاف یا استوانه ای یا لوله و از نظر تئوری با هر اندازه و ضخامتی انجام داد. این روش برای سخت کردن سطحی نیز مناسب است.
فلاکس به عنوان اکسیدزدا و آخال زدا برای خارج کردن ترکیبات ناخواسته از حوضچه جوش عمل می کند تا جوش سالم و باخواص مکانیکی مناسب ایجاد کند.
سیم های الکترود ارزان برای جوش فولادهای غیرآلیاژی و کم کربن استفاده می شوند. (معمولا سیم های فولادی کم کربن بدون پوشش یا با پوشش نازک مسی برای هدایت بهتر و جلوگیری از خوردگی می باشند).
جوش زیر پودری را می توان در زیر وزش بادهای نسبتا شدید جوشکاری نمود. ذرات فلاکس حفاظت بهتری انجام می دهند تا پوشش الکترود در روش جوشکاری الکترود دستی.
محدودیتهای جوش زیر پودری که برخی در روش های دیگر جوشکاری نیز وجود دارند به شرح زیر است:
پودر جوش ممکن است به آلودگی هایی آغشته شود که باعث تخلخل جوش شوند.
برای دستیابی به یک جوش خوب فلز پایه باید، یکنواخت بدون پوسته اکسیدی، زنگ، غبار و روغن و سایر آلودگی ها باشد.
جداشدن سرباره از جوش در برخی موارد به سختی صورت می گیرد. در جوش های چند پاس پس از هر عبور باید سرباره جوش برداشته شود تا از باقی ماندنش درون فلز جوش جلوگیری شود.
این روش معمولا برای جوش فلزات با ضخامت کمتر از 3/16، بخاطر Burn Through مناسب نمی باشد.
مگر در کاربردهای خاص شدیدا به مسطح بودن وضعیت جوشکاری محدود است، زیرا مسطح بودن و افقی بودن وضعیت برای جلوگیری از ریختن فلاکس لازم است.
فلزات مناسب جوش زیر پودری
جوش زیر پودری برای همه فلزات و آلیاژها مناسب نیست. برای سهولت فلزات و آلیاژها را می توان با توجه به مناسب بودن آنها برای جوش زیر پودری به سه دسته تقسیم کرد:
فلزات بسیارمناسب
فلزات اندکی مناسب
فلزات غیرمناسب
فلزات بسیار مناسب: جوش زیر پودری بیشترین استفاده را در جوش فولادهای غیرآلیاژی فولاد ساده کم کربن دارد. اغلب مثال های این مقاله به این فولادها مربوط است، که محدوده تنش تسلیم آنها حدود 45000 تا 85000 Psi است و معمولا با فلاکس و الکترود AWS 15.17 – 69 (مشخصات فنی فلاکس ها و الکترودهای فولادهای آرام ساده برای جوش قوس زیر پودری) جوش می شوند. فولادهای کربن متوسط و کم آلیاژ ساختمانی در رده فولادهای مناسب جوش زیر پودری هستند اگرچه اغلب به پیش گرم، پس گرم و استفاده از فلاکس و سیم الکترودهای ویژه نیاز دارند. فولاد ضد زنگ، فولاد کربنی آلیاژی قابل سخت شدن، و فولاد ساختمانی پراستحکام نیز با روش جوش زیر پودری جوشکاری می شوند. جوش زیر پودری همچنین برای ایجاد پوشش های مقاوم به سایش برای موقعیت هایی که تحت سایش هستند بکار می رود.
فلزات اندکی مناسب : برخی فلزات و آلیاژهایی را که می شود به روش جوش زیر پودری جوش داد، بیشتر با روش هایی جوش می دهند که منطقه حرارت داده شده باریک تر باشد. برخی فولادهای ساختمانی پراستحکام کم کربن جزء این گروه هستند زیرا استحکام ضربه و کشش مورد نیاز در روش جوش زیر پودری به سختی بدست می آیند. فولادهای پرکربن، فولادهای مار تنزیتی، و مس و آلیاژهای مس نیز جزء این گروه هستند.
فلزات نامناسب: چدن را معمولا نمی توان به روش جوش زیر پودری جوش داد، زیرا نمی تواند تنش های حرارتی ناشی از گرمای ورودی را تحمل کند. مسائلی که در جوش فولاد آستنیته منگنزی و فولاد ابزار پرکربن رخ می دهند جوشکاری آنها را با هر روش معمولی دشوار می سازد. آلیاژهای آلومینیوم و آلیاژهای منیزیوم را نمی توان به روش زیر پودری جوش داد زیرا فلاکس مناسب برای آن پیدا نمی شود. سرب و روی بخاطر نقطه ذوب پایین مناسب جوش زیر پودری نیستند. تیتانیوم در کاربردهای آزمایشگاهی به روش زیر پودری جوشکاری شده ولی فلاکس مناسب برای جوش آن تاکنون ارائه نشده است.
جنبه های متالورژیک
سه ویژگی جوش زیر پودری در جریان های بالا نیازمند توجه ویژه است :
* در صد بالای فلز پایه در جوش هنگامی که قطب معکوس جریان مستقیم استفاده شود
* مقدار زیاد سرباره تولید شده در عملیات
* گرمای ورودی زیاد که ریز ساختار را تحت تاثیر قرارمی دهد
هنگامی که درصد فلز پایه در رسوب فلز جوش بالا باشد، به حداقل رساندن ناخالصی های مضر مانند فسفر و گوگرد بسیار اهمیت دارد. مقدار زیاد سرباره عموما منبعی از سیلیسیم یا منگنز است که ممکن است مقداری از آن به رسوب فلزجوش منتقل شود. لذا معمولا هنگام استفاده از فلاکس های پرسیلیسیم، از سیم الکترود کم سیلیسیم (حداکثر 0.05% سیلیسیم) استفاده می شود تا از جذب سیلیسیم اضافی توسط فلز جوش جلوگیری شود. همچنین از سیم الکترود کم منگنز حاوی کمتر از 0.5% منگنز معمولا با فلاکس های پر منگنز استفاده می شود. سیم الکترود پرمنگنز حاوی 2% منگنز عموما با فلاکس های کم منگنز استفاده می شوند. گرمای ورودی زیادی که از جوشکاری در جریان زیاد ناشی می شود (تا حدود 1500 آمپر) در سرعت های حرکت پایین باعث تغییر ساختار در منطقه متاثر از حرارت شده و استحکام ضربه را کاهش و استحکام کششی و دمای تبدیل تردی به نرمی را افزایش می دهد.
تغییرات ریز ساختار
افزایش تغییرات ساختار فلز پایه به عوامل زیر وابسته است:
* حداکثر دمایی که فلز در آن قرارداده می شود
* زمان آن دما
* ترکیب شیمیایی فلز پایه
سرعت سرد شدن ساختار فلز جوش ستونی است زیرا از مرز جامد شروع شده و فقط در یک جهت امکان رشد دارد. در فولاد کربنی قابل سخت شدن امکان درشت شدن ساختار منطقه نزدیک قسمت جوش از فلز پایه بخاطر رسیدن به دمای حدود 2800 تا 2200 فارنهایت وجود دارد. فلزی که در دمای 1700 تا 2200 فارنهایت گرم شده نواری از دانه های نازک تر دارد. اگرچه این منطقه در بیشتر از دمای دگرگونی فاز گرم شده، ولی زمان باقی ماندن در این دما برای درشت ساختار شدن کافی نبوده است.
منطقه بعدی 1700 تا 1400 فارنهایت، منطقه ای است که فولاد باز پخت شده و به مقدار قابل توجهی نرم تر از منطقه مجاور جوش است. فلز پایه دورتر از این منطقه نیز تغییر نکرده باقی می ماند. اندکی کاربید کروی شده بخاطر باقی ماندن در حدود 1330 فارنهایت، ممکن است ایجاد شود.
پیش گرم و پس گرم کردن
اصول پیش گرم کردن و پس گرم کردن برای جوش زیر پودری مشابه سایر روش های جوشکاری است. پیش گرم و پس گرم برای فولادهای سختی پذیر، مخصوصا فولادهایی که کربن آنها از حدود 0.3% و ضخامت آنها بیشتر از 4/3 باشد بکار می رود. کاهش سرعت سردشدن که در اثر پیش گرم رخ می دهد، زمان ماندگاری در دمای بالاتر از شروع تغییر حالت مارتنزیتی را افزایش می دهد و لذا تغییر حالت آستنیت به پرلیت ظریف تر بجای مارتنزیت سخت را افزایش می دهد. در منطقه جوشی که پیش گرم شده نسبت به جوش پیش گرم نشده احتمال کمتری وجود دارد که فاز سخت تشکیل شود. همچنین بخاطر سرعت سرد شدن کمتر در فولاد های پیش گرم شده، خطر ترکیدگی جوش و تنش های حرارتی کاهش پیدا می کند. پس گرم کردن هنگام نیاز به تنش زدایی حرارتی، بازپخت، نرمالایز کردن یا تمپرکردن بکارمی رود.
منابغ تغذیه
منابع تغذیه جوش زیر پودری عبارتند از:
* موتور ژنراتور و ترانسفورماتور رکتی فایر، با خروجی جریان مستقیم (DC)
* ترانسفورماتور با خروجی جریان متناوب (AC)
هر دو جریان های مستقیم و متناوب درجوش زیر پودری نتایج قابل قبولی ارائه می دهند. اگرچه هر کدام در برخی کاربردهای خاص معایب ناخواسته ای دارن. بسته به شدت جریان، قطر سیم الکترود، و سرعت حرکت که در لیست زیر ذکر شده اند:
* جوش نیمه خودکار با الکترود 64/5 یا 32/3 در جریان مستقیم 300 تا 350 آمپر، استفاده از جریان مستقیم ارحج است.
* جوش خودکار با یک الکترود در جریان پایین (300تا 500 آمپر) و سرعت حرکت بالا ( 40 تا 200 اینچ در دقیقه)، استفاده از جریان مستقیم ارحج است.
* جوش خودکار با یک الکترود و جریان متوسط (600 تا 900 آمپر) سرعت حرکت 10 تا 30 اینچ در دقیقه، هم جریان مستقیم و هم متناوب استفاده می شوند.
* جوش خودکار با یک الکترود و جریان بالا (1200 تا 21500 آمپر) سرعت حرکت 5 تا 10 اینچ در دقیقه، استفاده از جریان متناوب ارحج است.
* جوش خودکار با بیش از یک الکترود و در حالت پشت سرهم و جریان هر کدام از الکترودها 500 تا 1000 آمپر با هم الکترودها، جریان متناوب (یا جریان مستقیم در الکترود جلویی) استفاده می شود.
* جوش خودکار با دو الکترود در عرض هم، باهر دو جریان مستقیم و جریان متناوب استفاده می شود.
سیستم های تغذیه سیم جوش
تجهیز تغذیه سیم الکترود جوش زیر پودری از دو نوع سیستم کنترلی برای کنترل سرعت تغذیه سیم (سیستم های حساس به ولتاژ و سیستم های سرعت ثابت) استفاده می کنند. سیستم های کنترلی حساس ولتاژ با منبع تغذیه های جریان ثابت و سیستم های کنترل سرعت ثابت با منبع تغذیه های ولتاژ ثابت استفاده می شوند
سیم الکترود جوش زیر پودری
سیم های الکترود جوش زیر پودری فولاد در اندازه های مختلف تولید می شوند. پوشش نازکی از مس برای بهبود هدایت الکتریکی و بالا بردن مقاومت در برابرخوردگی بر روی سیم ایجاد می شود.ترکیب شیمیائی سیم الکترود به ترکیب شیمیائی فلز جوش و خواص مکانیکی و انتخاب نوع خاص الکترود و ترکیب آن به جنس فلز قطعه و نوع فلاکس وابسته است. برای رسیدن به نرخ رسوب بالاتر می توان از دو یا چند الکترود نازک تر بجای یک الکترود ضخیم تر استفاده کرد. کاهش قطر الکترود باعث افزایش چگالی جریان و فشار پلاسما جهت و افزیش عمق نفوذ و باریک شدن باند جوش می شود.
الف) همه الکترودها علاوه برمقادیر جدول حداکثر دارای 0.035% گوگرد، 0.03% فسفر، 0.15% مس (غیراز پوشش) و % 0.05% سایر عناصر می باشند.
ب) به علاوه حاوی 0.05 – 0.15 % تیتانیوم، 0.02 – 0.12% زیرکونینوم، 0.05% - 0.15% آلومینیوم و تا 0.5% سایر عناصر نیز می باشد. ساده ترین روش برای جلوگیری از تشکیل پرلیت و فریت گوشه دار استفاده از حدود 0.5% مولیبدن و 0.02% بر در ترکیب فولاد است، که با کاهش آهنگ تشکیل محصولات دگرگونی در دمای بالا باعث ایجاد فاز بینیت می شود. لذا استحکام کششی و تسلیم را افزایش می دهد.
پودرهای جوش زیر پودری
تجهیزات حمل فلاکس و سازه نگهدارنده مخزن پودر، اتصالات دیگر و همچنین صفحه نوار یا حلقه پشتبند نیز مورد نیاز می باشد. پودرهای جوش زیر پودری به سه شکل وجود دارند:
* پودرهای ترکیب شده
* پودرهای چسبیده شده
* پودرهای آگلومره
پودرهای ترکیب شده : برای تولید پودرهای ترکیب شده ابتدا اجزاء بصورت خشک مخلوط سپس دریک کوره الکتریکی ذوب و با پاشش آب سرد یا ریختن روی صفحه سرد منجمد می شود. مزایای این نوع پودر عبارت است از :
* کاملا توزیع ترکیب شیمیائی یکنواخت دارند.
* می توان خاکه آن را بدون تغییر در ترکیب شیمیایی جدا کرد.
* محصول رطوبت گیر نیست و مسائل ذخیره سازی و نگهداری ساده تر دارد.
* پودرهای ذوب نشده را می توان چندین دور مورد استفاده قرار داد (بدون تغییر قابل توجه).
* مناسب برای جوشکاری با بیشترین سرعت
محدودیت: محدودیت مهم این پودر ها عدم امکان افزودن اکسید زداها و فرو آلیاژها بخاطر دمای حلالیت بالای آنها است.
پودرهای چسبیده شده: برای تولید پودرهای چسبیده شده مواد خام تا اندازه D * 100 آسیاب می شوند. بصورت خشک با هم مخلوط شده و با افزودن سیلیکات پتاسیم یا سیلیکات سدیم به هم چسبیده می شوند. مخلوط حاصل به شکل گلوله درآمده و در دمای پایین خشک می شوند و بصورت مکانیکی خرد شده و دانه بندی می شوند.
مزایا :بخاطر دمای تولید پایین، اکسید زداها و فرو آلیاژها دراین روش قابل افزوده شدن هستند.*چگالی پودر پایین تر است و امکان استفاده از لایه ضخیم تر فلاکس برروی منطقه جوش وجود دارد. -سرباره ایجاد شده بر روی جوش پس از سردشدن بهتر جدا می شود
محدودیت : محدودیت های مهم این روش عدم امکان جداکردن خاکه بدون تغییر در ترکیب شیمیایی و حساسیت بالا به جذب رطوبت است.
پودرهای آگلومره : روش تولید مشابه پودرهای چسبیده شده است غیر از اینکه از یک الک سرامیکی استفاده می شود. در این نوع پودر نیز برای استفاده از اکسید زداها و فرو آلیاژها بخاطر دمای Curing بالای الک (oc 1400) مانند پودرهای ترکیب شده محدودیت وجود دارد.
دانه بندی: اندازه دانه های پودر جوش بخاطر تاثیر برمصرف بهینه پودر جوش در جریان های جوش مختلف حائض اهمیت است. در جریان های بیشتر از 1500 آمپر باید از درصد ذرات ریز بیشتر و ذرات درشت کمتر استفاده کرد. پودرهای چسبیده شده که در جریان های کمتر استفاده می شوند بستگی کمتری به اندازه ذرات دارند و عمدتا در یک سایز تولید می شوند. حداکثر جریان مناسب برای این نوع پودر 800 تا 1000 آمپر است. در حالی که برخی انواع پودر ترکیب شده (انواع سیلیکات کلیسم اصلاح شده ) را تا 2000 آمپر نیز می توان بکار برد.
ترکیب پودرهای جوش
در زمان پیشرفت فرایند جوش زیر پودری در اواسط دهه 1930 پودرهای ترکیب شده حاوی ترکیبات سیلیکاتی استفاده می شدند که عمدتا حاوی آلومینا سیلیکات منیزیم، کلسیم و منگنز بودند. برای تنظیم محدوده ذوب و ساختار آن از دیاگرام MnO – SiO2 استفاده می شد. نتیجه جوشکاری با پودرهای چسبیده شده تقویت شده، پس از ذوب و انجماد جوش در فلز جوش مشابه پودر ترکیب شده است. فروسیلیم و اکسید منگنز و سیلسیم فلاکس ترکیب می شوند. لذا مقدار MnO نسبت به SiO2 که برای جوش زیر پودری مناسب است در قسمت جوش باقی می ماند. انواع پودرهایی که توضیح داده شده برای دستیابی به خواص پیشرفته تر و هزینه اقتصادی تر و ظاهر مناسب تر گرده جوش در مقادیر کمتر منگنز اصلاح شده اند. برخی ترکیبات پودرها با بازیسیته بیشتر (که مقادیر CaF2، CaO دارند) خواص مکانیکی بهتری در فلز جوش ارائه می دهند و افزودن تیتانیوم پایداری قوس بیشتر و اکسید فلزات خاص ظاهر جوش را در فولادهای آلیاژی بهبود می دهند. برای رسیدن به ظاهر جوش مناسب در جوشکاری پرسرعت ورق ها خواص دمایی گرانروی فلاکس را باید تنظیم کرد. فلاکس های کاربردهای خاص برای منظورهای خاص طراحی می شوند.
مقایسه پودر جوش زیر پودری با پوشش الکترود
پودرهای جوش زیر پودری در مقایسه با مواد بکار رفته در پوشش الکترودهای جوشکاری الکترود دستی چند تفاوت عمده دارند. فلاکس های جوش الکترود دستی حاوی ترکیباتی مانند سلولز برای ایجاد گاز محافظ است. همچنین ترکیباتی با تابع کاری پایین مانند اکسید سدیم و اکسید پتاسیم برای کمک به شروع قوس و پایداری آن و مواد دیگری برای تقویت نفوذ، نرخ ذوب و استفاده از قطب های مختلف جریان به پوشش الکترود اضافه شوند. که پودرهای جوش زیر پودری غالبا به این ترکیبات نیازی ندارند، زیرا وجود سرباره مذاب و دانه های کروی پودر از قوس حفاظت کرده و نیازی به گاز محافظ نیست. وجود ترکیبات سیلیس و فلوراید عموما پایداری مطلوب قوس را تضمین می کند و حداقل %10 فلوراید کلسیم برای بهبود سیالیست فلاکس مذاب به سیلیکات های فلزی پودر اضافه می شوند. پوشش های الکترود های جوش قوس الکترود دستی بخاطر اینکه باید قابل اکسترود باشد و سایر ملزومات تولید دارای فرمول پیچیده اند وبرعکس آن پودرهای جوش زیر پودری ازترکیبات معدنی ساده و از سیستم های دوتایی، سه تایی و یا چهار تایی انتخاب می شوند. رایج ترین فلاکس ها از سیستم MnO – SiO2 و یا CaO - SiO2 تشکیل شده اند که می توانند با اکسیدهای آلومینیم، منیزیم، زیرکونیوم و تیتانیوم ترکیب شود و فلاکس های کاربردهای خاص را به وجود آورند. فلاکس های الکترودهای پوشش و فلاکس های جوش زیر پودری به روش های متفاوتی دسته بندی می شوند. استاندارد AWS A5.1-6 الکترودها را برحسب نوع مواد پوشش فلاکس دسته بندی می کند. و استاندارد A 5.1 7-69 برای دسته بندی پودر جوش زیر پودری به طبیعت شیمیایی فلاکس ارتباطی ندارد فقط به خواص مکانیکی رسوب جوش که با الکترود مخصوص به وجود می آید مربوط است. در عمل بیشتر الکترود و فلاکس جوش زیر پودری از روی ظاهر جوش انتخاب می شوند تا در نظر گرفتن جنبه های فنی.
نقطه ذوب و نرخ ذوب پودرهای جوش
یک پودر جوش موثر باید دردمای بالا به خوبی سیال باشد و لایه روان و محافظ برروی فلز جوش ایجاد نماید و آنرا از اکسید شدن حفاظت کرده ولی در دمای اتاق ترد باشد و به آسانی از روی جوش جدا شود. نقطه ذوب و چگالی فلاکس نیز باید کمتراز فلز جوش باشد که گازهای تولید شده بین فلز و سرباره بتوانند وارد سرباره شوند و برای تکمیل وظیفه سرباره سازی باید فلاکس پس از تکمیل انجماد فلز جوش منجمد شود. لذا حد بالایی دامنه ذوب پودر جوش زیر پودری حدود 1300 درجه سلسیوس می باشد. مقدار فلاکس ذوب شده در هر دقیقه به ولتاژ و جریان جوش بستگی دارد و در جریان ثابت مقدار پودر ذوب شده در هر دقیقه با افزایش ولتاژ جوش افزایش می یابد. در عمل معمولا وزن فلاکس ذوب شده و وزن الکترود ذوب شده برابرند.
تاثیر فلاکس بر ترکیب فلز جوش
واکنش های بین فلز جوش مذاب و پودر جوش ذوب شده در ضمن جوشکاری زیر پودری شبیه واکنش بین مذاب و سرباره در فولاد سازی است. و لذا وظیفه سرباره مذاب کاهش ناخالصی های فلز جوش و تامین عناصری مانند منگنز و سیلیکون برای فلز جوش است. چنانچه در قسمت الف شکل 4 مشاهده می شود با افزایش MnO درسرباره تا حدود 10 درصد مقدار منگنز فلز جوش افزایش سریع دارد که به تدریج مقدار این افزایش کم می شود. لذا بسیاری از فلاکس ها حاوی حدود %10 اکسید منگنز است. رابطه مقدار SiO2 موجود در فلاکس و مقدارSi فلز جوش متفاوت است و تا هنگامی که SiO2 موجود در سرباره حدود %40 باشد سیلیسم اندکی جذب نمی شود لذا فلاکس های تجاری و مخصوصا فلاکس هایی که برای جوش های با چند پاس تولید می شوند مقدار زیاد حدود %40، SiO2 دارند. برخی فلاکس ها می توانند فروآلیاژها را برای جوش تامین کنند. اکسیدهای فلزی موجود در پودر مانند NiO، MnO3، Cr2O3 باعث انتقال عناصر فلزی از سرباره به فلز جوش شوند. مقدار Cr2O3 فلاکس، ترکیب الکترود، ترکیب فلز پایه ای که بر روی آن فلز جوش رسوب می کند بر مقدار سیلیسم باقی مانده در فلز جوش تاثیر می گذارند.همه عواملی که زمان واکنش فلز - سرباره یا متوسط دمای حوضچه جوش را تغییر دهد، برتوزیع عناصر آلیاژی باقی مانده در فلز جوش تاثیر خواهد گذاشت. در شرایط طبیعی جوشکاری، سرعت حرکت مهمترین عامل در رسوب عناصر آلیاژی است و نیز افزایش ولتاژ عموما باعث افزایش عناصر فلزی منتقل شده به فلز جوش می شود.
گرانروی و هدایت سرباره ها
برای اینکه فلاکس در برابر نفوذ گازهای اتمسفری مقاوم باشد باید گرانروی آن در منطقه جوش به اندازه کافی بالا باشد که در ضمن بتواند از سرریز شدن فلز مذاب و حرکت آن به سمت جلوی قوس که ممکن است باعث حبس سرباره در زیر فلز جوش مذاب شود جلوگیری کند. از طرف دیگر به اندازه کافی سیال باشد که حل شدن سریع اجزاء غیر فلزی مانند اکسیدها و خارج شدن گازها از فلز مذاب را ممکن سازد. ویسکوزیته فلاکس مذاب در دمای 1400 oC در حدود 2 تا 7 poises می باشد. دانه های پودر جوش در دمای اتاق عایق الکتریکی هستند و مقاومت آنها با افزایش دما کاهش می یابد و سرباره های مذاب در دمای حوضچه جوش بسیار هادی هستند.
روابط الکتریکی :روابط الکتریکی منطقه جوش توسط نوع فلاکس و روش جوشکاری تعیین می شود. بررسی های نوسان نگاری، اسپکتوگرافیک و رادیو گرافیک، قوس طبیعی را در هنگام جوشکاری زیر پودری نشان می دهند. برای محاسبه روابط الکتریکی ثبت ولتاژ در بررسی های نوسان نگاری مهمترین عامل است.
شرایط جوش: دانسیته جریان الکتریسته در سیم الکترود جوش زیر پودری در مقایسه با مقدار آن در جوش الکترود دستی چندین برابر بزرگتر و نرخ ذوب و سرعت جوشکاری نیز بیشتر است. ارتباط بین ولتاژ معمول تجهیزات صنعتی و جریان نشان داده شده است. برای این داده ها فرض شده که هر یک از تنظیمات جریان جوشکاری دامنه ای حدود 10 ولت دارد، که در این محدوده جوش سالم در ولتاژهای بالاتر گرده جوش پهن تر و در ولتاژهای پایین تر گرده جوش باریکتر می دهند. در ولتاژ جوشکاری و مجموع و پتانسیل کاتد و آند با افزایش جریان جوشکاری افزایش می یابند. و در هر جریانی با کاهش ولتاژ و یا مجموع پتانسیل کاتد و آند مقدار پودر ذوب شده کاهش می یابد و به صفر نزدیک می شود. خطی نبودن کاهش پتانسل کاتد و آند نشان دهنده وجود هدایت الکترولیتی است. حداکثر سرعت جوشکاری قابل استفاده برای جوشکاری بدون عیب و رفتار پایدار، با جریان جوشکاری تغییر می کند. هنگامی Undercut رخ می دهد که جوشکاری در سمت راست خط مورب انجام شود. مثلا جوش تک پاس را در ورق های به ضخامت 1 اینچ را می توان با 1500 آمپر و با سرعت 10 اینچ در دقیقه جوش داد.
فاصله نازل : فاصله بین سطح فلز پایه و نوک لوله تماس (نازل) در گرمای وارده به جوش و لذا نرخ ذوب تاثیر می گذارد. زیرا نرخ ذوب الکترود جوش مجموع ذوب شدن براثر گرمای قوس و ذوب شدن براثر گرمای مقاومت الکتریکی (I2R) در طول الکترودی که از نازل خارج شده است می باشد. بسته به طرح اتصال و طول قوس، انتهای الکترود ممکن است بالاتر، هم سطح یا زیر سطح بالایی فلز پایه باشد. نرخ ذوب ناشی از گرمای مقاومتی I2R در الکترود تابع نمایی از طول الکترود بین نازل و قطعه کار، جریان و قطر الکترود می باشد. افزایش مقدار ذوب بر اثر گرمای مقاومتی به شدت جریان و طول الکترود خارج از نازل وابسته است، که هر دو تابعی از قطر الکترود می باشند
نفوذ :نفوذ، عمق تشکیل رسوب جوش درشیار یا سطح فلز پایه است که معمولا فاصله زیرسطح اصلی است، که فلز آن ذوب شده است. ولتاژ کم اهمیت ترین و جریان جوشکاری مهمترین عامل در محاسبه نفوذ و سرعت جوشکاری است. تاثیر متقابل ولتاژ، جریان و سرعت حرکت جوش بر مقدار نفوذ که از چندین آزمایش زیر پودری بدست آمده اند. برای سایر فرایندهای جوش قوس، GMAW و SMAW نیز رابطه خطی مشابهی بدست آمده است. شیب این خط مورب در فرایندهای مختلف متفاوت است و بیشترین مقدار آن مربوط به فرایندهایی است که از گازهای محافظ هلیم یا CO2 استفاده می کنند. ظرفیت حرارتی فلز جوش مذاب برای محاسبات گرمای ورودی و سرعت سردشدن دارای اهمیت هستند و با مقطع عرضی گرده جوش که نشان دهنده مقدار فلزی است که برای ذوب شدن گرم می شود، متناسب است. بازده تولید برای هر روش جوشکاری به اندازه گیری این ناحیه مربوط می شود. ارتفاع گرده جوش با افزایش جریان جوشکاری و کاهش سرعت حرکت جوشکاری افزایش می یابد و تاثیر ولتاژ برگرده جوش ناچیز است.
رقت: نسبت فلز پایه به رسوب فلز جوش عامل مهم در کنترل خواص مکانیکی فلز جوش است. رقت فلز جوش از فلز پایه را می توان از روی نسبت حجم گرده (سطح مقطع عرضی درطول گرده) بر فلز پایه حساب کرد. رقت فلز جوش از فلز پایه با افزایش نسبت جریان به سرعت جوشکاری افزایش می یابد. با افزایش ولتاژ نرخ ذوب الکترود اندکی کمتر شده و لذا باعث افزایش رقت می شود.
بازیسیته پودر جوش :اندیس بازی پودر جوش (BI) معیار دیگری برای طبقه بندی پودرهای جوش است که مقدار اسیدی بودن روش تولید فلاکس را و همچنین فعال ، خنثی یا آلیاژی بودن فلاکس را مشخص می کند. اندیس بازی نسبت مجموع اکسیدهای فلزی با پیوند سخت به مجموع اکسیدهای فلزی با پیوند سست است. اندیس بازی برآوردی از مقدار اکسیژن فلز جوش است و لذا می تواند برای بیان خواص فلز جوش بکار رود. پودرهای جوش با بازیسیته بیشتر تمایل به داشتن اکسیژن کمتر و استحکام بالاتر در فلز جوش دارند. در حالی که پودرهای جوش اسیدی، جوشی با اکسیژن بیشتر ، ریز ساختار درشت تر و با مقاومت کمتر در مقابل تورق تولید می کنند.پودرهای جوشی با اندیس بازی بیشتر از 5/1 پودر جوش بازی و با اندیس بازی کمتر از یک ، پودر جوش اسیدی شناخته می شوند. پودرهای جوش اسیدی معمولا برای جوش های تک پاس مناسبند و رفتار جوش مناسب و در گرده جوش خاصیت ترکنندگی خوب دارند.علاوه برآن پودرهای جوش اسیدی در مقایسه با پودرهای جوش بازی مقاومت بیشتری در برابر ایجاد تخلخل ناشی از آلودگی های چون روغن ، زنگ و پوسته های نوردی در ورق دارند.پودرهای جوش بازی در مقایسه با پودرهای جوش اسیدی مقاومت به ضربه بهتری نشان می دهند. این مزیت در جوش چند پاس به وضوح مشهود است. پودرهای جوش با بازیسیته زیاد در جوش های بزرگ با چند پاس خواص ضربه خیلی خوب و در جوش تک پاس خواص ضعیف تری را در مقایسه با پودرهای جوش اسیدی نشان می دهند. لذا مصرف پودرهای جوش بازی باید به جوش های بزرگ چند پاس که در آن استحکام ضربه خوب برای فلز جوش نیاز باشد محدود شود.
منابع عیوب در جوش زیر پودری
جوش زیرپودری فرایندی با گرمای ورودی بالاست و در زیر لایه محافظ فلاکس انجام می شود و لذا امکان بروز عیوب جوش در این روش بسیار کمتر از سایر روش هاست. عیوبی که بعضا در جوش زیرپودری رخ می دهند عبارتند از:
* ذوب ناقص
* سرباره باقیمانده درون جوش
* ترک انقباضی
* ترک هیدروژنی
* تخلخل
ذوب ناقص و سرباره باقیمانده درون جوش : ذوب ناقص و سرباره باقیمانده درون جوش اغلب ناشی از قرار گرفتن صحیح گرده جوش بر روی درز جوش و یا از فرایند ناشی می شود. انحراف گرده جوش از محل خود باعث ایجاد چرخش و تلاطم فلز مذاب و اکسیژن تکه هایی از سرباره به درون فلز جوش شود. و اگر هم که گرده جوش دور از لب های اتصال باشند باعث عدم نفوذ کافی جوش به فلز پایه شود. گرده جوش تاجی شکل که براثر پایین بودن ولتاژ ایجاد می شود نیز احتمال بروز نفوذ ناقص و محبوس شدن سرباره را بخاطر مختل شدن حرکت یکنواخت مذاب تشدید می کند.
ترک انقباضی :ترک انقباضی در وسط طول گرده جوش زیر پودری هنگامی رخ می دهد که شکل گرده جوش و یا طرح اتصال مناسب نباشد و یا مواد جوش غلط انتخاب شده باشند. متمایل به ترک انقباضی در جوش با گرده جوش محدب و به شکل گرده ماهی هنگامی که نسبت پهنا به ارتفاع آن بیشتر از یک باشد کمتر است. هنگامی که عمق نفوذ جوش زیاد باشد تنش های انقباضی باعث ترک طولی در وسط جوش می شود و خطر این ترک می تواند براثر طرح اتصال نامناسب تشدید شود. مواد مستحکم تر بدلیل تنش بیشتر در جوش تمایل بیشتری به ایجاد ترک دارند. لذا هنگام استفاده از این مواد باید در انتخاب مواد جوش، آماده سازی طرح اتصال، دمای پیش گرمایش و دمای بین پاس ها کاملا دقت شود.
ترک هیدروژنی :ترک هیدروژنی یک فرایند کند است و برخلاف ترک انقباضی که بلافاصله پس از جوش ظاهر می شود ایجاد آن تا روزها پس از جوش نیز می تواند ادامه یابد. برای کاهش خطر ترک هیدروژنی باید همه منابع هیدروژن مانند آب ، روغن و آلودگی های موجود در فلاکس الکترود و سطوح اتصال حذف شوند و ورق فلاکس و الکترود کاملا تمیز و خشک باشند. فلاکس و الکترود را باید در محل های خشک و مقاوم به رطوبت نگهداری کرد و چنانچه در معرض رطوبت قرار گرفت باید طبق دستور سازنده مجددا خشک شوند. انتخاب مواد جوش مناسب برای فولادهای پراستحکام مقاومت جوش را در برابر ترک هیدروژنی افزایش می دهد. مواد جوش ویژه مقاوم در برابر ترک هیدروژنی ساخته می شوند که قابلیت نفوذ هیدروژن در جوش را کاهش می دهند. پیش گرمایش قطعه کار خطر ترک هیدروژنی را باز هم کاهش می دهد. قطعات ضخیم گرمای پیش گرم را تا ساعت ها پس از جوشکاری در قطعه نگه می دارند. لذا خطر ترک هیدروژنی در این قطعات کمتر است. دمای پیش گرم مناسب بیشتر از 100 oC است زیرا در این دما هیدروژن درون فولاد کاملا متحرک است و به خروج بیشترین مقدار هیدروژن از فولاد کمک می کند.
تخلخل :درجوش زیر پودری سرباره حفاظت خوبی از مذاب انجام می دهد و لذا تخلخل ناشی از ورود گاز به مذاب در جوش زیر پودری معمول نیست. در جوش زیرپودری منشاء تخلخل ممکن است از درون مذاب و یا فشردگی هایی در سطح گرده جوش باشد. برای کاهش تخلخل در جوش زیر پودری باید پوشش فلاکس کافی باشد و ورق، الکترود و فلاکس از همه آلودگی ها از جمله رطوبت روغن و غیره پاک باشند. در سرعت های بیش از حد جوش کاری نیز حباب های گاز فرصت خارج شدن از مذاب را پیدا نمی کنند که در صورت وجود حباب ها درست در زیر سرباره برای کنترل آن باید سرعت پیشروی جوشکاری را اندکی کاهش داد.
دانلود گزارش پایش وضعیت مبتنی برانالیزارتعاشی

گرفته است. مونیتورینگ ارتعاش به عنوان یک ابزار قوی در عیب یابی و حفاظت ماشین می باشد. بدین منظور
وضعیت سیستمهای مونیتورینگ ارتعاشات در یک نیروگاه قدیمی و یک نیروگاه جدید کشور مطالعه شده است. در
این مطالعه تعداد و محل نصب سنسورهای ارتعاشی، انتقال سیگنال ارتعاشی به اطاق کنترل، اعلام هشدار و فرمان توقف، امکان انجام تحلیل های پیشرفته ارتعاشی به منظور عیب یابی و ذخیره سازی اطلاعات مورد توجه قرار گرفته است. در ادامه وضعیت مطلوب مونیتورینگ ارتعاش به منظور مقایسه آورده شده و نتیجه گیری در مورد وضعیت مونیتورینگ ارتعاشات و نیازها انجام شده است.
برای دانلود گزارش پایش وضعیت مبتنی برانالیزارتعاشی به لینک زیر مراجعه فرمایید
دانلود
پسورد : www.spowpowerplant.blogfa.com
ترمز بادی
این اولین مقاله فارسی در مورد ترمز بادی در نت هست.
"ترمز بادی" در سال 1868 میلادی، توسط یک مخترع آمریکایی به نام "وستینگهاوس" اختراع شد. آنچه ما از ترمز بادی می خواهیم تبدیل نیروی مکانیکی به نیروی هیدرولیکی و بعد از ان تبدیل نیروی هیدرولیکی به اصطکاکی است. درست همان چیزی که در ترمز های دیسکی و کاسه ای مدنظر بود. منتها در ترمز بادی سیال ما دیگر روغن مایع نیست. بلکه هوا هست . میزان تراکم پذیری هوا به تبع بیشتر از روغن مایع هست لذا قدرت ترمز بادی به مراتب بیشتر از ترمزهای دیسکی و کاسه ای هست. ترمز بادی در وسایل نقلیه سنگین نظیر کامیون و هیجده چرخ استفاده می گردد.
طرح کلی از ترمز بادی:
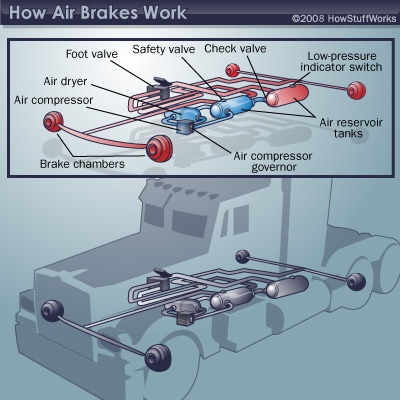
اما قسمت های مختلف شکل فوق:
پدال: برای انتقال انرژی مکانیکی پای راننده
مخازن نگهداری هوا.
شیری که مقدار هوا را چک می کند.
درایر هوا یا خشک کن هوا: برای گرفتن رطوبت هوا بلکه میزان تراکم پذیری هوا بیشتر شود و در نهایت قدرت ترمز نیز بیشتر شود.
کمپرسور هوا برای فشرده کردن هوا.
گاورنر کمپرسور هوا: خب گاورنر ها برای تنظیم بکار می روند. اینجا هم برای تنظیم مقدار فشردگی هوا بکار می رود.
کمبر ترمز بادی:
شکل زیر نمای ظاهری یک کمبر ترمز بادی هست .

اما مکانیزم داخل کمبر:
در کل دو نوع کمبر ترمز هوا وجود دارد:
الف: Front Brake Air Chamber
محفظه باد ترمز جلو
ب: Rear Spring Brake Air Chamber
محفظه باد جهنده ترمز عقب
مکانیزم عملکرد کمبر های نامبرده:
الف: Front Brake Air Chamber
محفظه باد ترمز جلو
The front brake air chambers are solid steel housings connected to an air compressor.
محفظه باد ترمز جلو فولادی سخت متصل به یک کمپرسور هوا می باشد.
Each air brake chamber contains a pressure bleed valve and a push rod.
هر محفظه باد ترمز شامل یک شیر فشار و یک میله فشاراست.
The push rods have a spring return on the interior .
میله های فشار دارای حرکت جهشی برگشتی به داخل هستند.
and a pressure plate the spans the width and depth of the chamber.
When the brake pedal is depressed, air from the compressor is pumped into the chamber.
و یک پیستون هم عرض درعمق محفظه حرکت میکند .
وقتی که پدال ترمز پایین آورده میشود ، هوا از کمپرسور به محفظه پمپ می شود.
This drives the push rod out with upwards of 1,000 pounds of force.
Yoked to the end of the push rod is an S-cam.
The S-cam is a long rod that sits in the interior of the drum brakes.
این عمل میله فشاررا با بیش از 1000 پاند نیرو بحرکت در می آورد.
طوق انتهای میله فشار اس کم است.
اس کم یک میله بلند است که در داخل درام مربوط به ترمزها نشسته است .
When it turns, it forces out the surrounding brake shoes against the interior of the wheel drums, arresting the tires.
هنگامی که آن رانده می شود ، نیرویی به اطراف کفشک ترمز مقابل درام داخلی چرخ وارد ووتایر ها را متوقف میکند..
Air pressure is used because traditional hydraulic chambers would not be able to create sufficient fluid pressure to stop the tires as quickly
فشار هوا استفاده می شود به دلیل آنکه محفظه های سنتی هیدرولیک قادر نیستند تا فشار مایع به اندازه کافی برای متوقف کردن لاستیک به سرعت ایجاد کنند.
محفظه باد ترمز جلو
ب: Rear Spring Brake Air Chamber
Rear spring brake air chambers perform the same function as front brake air chambers,
محفظه باد جهنده ترمز عقب عملکردی مشابه با محفظه باد ترمز جلو دارد .
but they also double as a parking brake, thus their design is a little more complex.
اما آنها همچنین دوچندان برتر ازترمز دستی هستند وطراحی آنها کمی پیچیده تر است .
These are a dual-chamber system.
آنها محفظه دوگانه دارند.
The push rod and air chamber as present as usual,
میله فشاری ومحفظه هوا معمولی هستند.
but behind this chamber is a second one which contains a powerfully coiled braking spring on a solid plate
اما در پس محفظه یکی دیگر وجود دارد که شامل ترمز گیرجهنده دریک صفحه جامداست .
, much like the plate the push rod ends in.
شبیه صفحه ای که میله ی فشار به انتهای آن است .
It's kept in check by a latch which connects directly to the parking break lever in the driver's cab.
The brake functions normally when the pedal is depressed,
این بوسیله یک قفل فنری که متصل به ترمز دستی در کابین خودرو است نگه داشته شده است .عمل ترمز معمولاً وقتی اتفاق می افت که پدال ترمز فشار داده شود ,
but if the parking brake lever is deployed, the latch snaps away from the spring and it manually drives the push rod forward with several hundred pounds worth of force.
اما اگر ترمز دستی به کار گرفته شود قفل وبست فنری آزاد می شود واین به میله فشار نیرو وارد میکند که برابر چند صد پاند قدرت است .
In order to disengage the parking brake, the brake pedal must be depressed, filling the first chamber with air and forcing the spring back until the latch catches
برای رها شدن ترمز دستی بایست پدال ترمز فشار داده شود .تصور کنید محفظه اول با هوا ونیرویی ناگهانی که وارد می شود را در هنگام رها شدن قفل وبست فنری .
ترمز های بادی الکترونیکی (ECP):
هم اکنون سیستم های ترمز قطارها برای وارد کردن نیرو به ترمزها از فشار هوا استفاده می کنند. ترمزهای بادی (ECP) جدید از یک پیام الکترونیکی برای درگیر کردن و رهاسازی ترمزها استفاده می کنند و به موجب آن تمام ترمزهای قطار بصورت همزمان درگیر می شوند که بطور قابل توجهی فاصله ترمزگیری را کاهش داده و از ثبت نیروهای Coupler و عمل رها سازی کاسته می شود. در یک سیستم تحت آزمایش از یک سیم مفتولی برای انتقال پیام الکترونیکی و در سیستم دیگر از فرکانس های رادیویی برای انتقال پیام ها استفاده شده است.
هر کدام از سیستم ها قادر است اطلاعات گردآوری شده از تجهیزات on-board ، خطوط، و حس گرهای کالا (Commodity sensors)را به لوکوموتیوها انتقال دهد و این اطلاعات بصورت دیجیتال از طریق شبکه ارتباطی پیوسته به مراکز کنترل، تاسیسات نگهداری و مشتریان منتقل کند.
ترمزهای ECP بر روی قطارهای حامل زغال سنگ و قطارهای کانتینر دار در آمریکا، کانادا و استرالیا آزمایش شده اند. که افزایش بازدهی سوخت قطار را در پی داشتند. انتظار می رود بکارگیری گسترده تری از این ترمزها در دهه جاری آغاز شود تا علاوه بر افزایش ایمنی صرفه جویی های بیشتری برای راه آهن به ارمغان آورد.
تئوری الاستیسیته و پلاستیسیته
مطالب این جزوه شامل (مقدمه-خواص مکانیکی اجسام-تنش و تعاریف آن-کرنش و تعاریف آن-روابط بین تنشها و کرنشها-تئوری ارتجاعی شامل مسائل تنش و کرنش مسطح-حل مسائل تئوری ارتجاعی-تئوری پلاستیسیته و کاربردهای ان)
جوشکاری
این بازرسی شامل اقدامات زیر می باشد
ــ اطلاع از کیفیت مورد نظر کار و شرایط بهره برداری از قطعات و مجموعه کار
ــ مطالعه دقیق نقشه ها و مشخصات فنی
ــ انتخاب استانداردهای اجرایی
ــ انتخاب و ارزیابی روش جوشکاری
ــ انتخاب مصالح
ــ بازرسی مصالح
ــ انتخاب مواد مصرفی
ــ بازرسی موادمصرفی
ــ طرح و تنظیم نحوه اجرای جوشکاری
ــ بررسی تجهیزات جوشکاری
ــ آزمون جوشکاری و اپراتورها
ـ بازرسی در موقع جوشکاری به منظوراجرای صحیح عملیات جوشکاری ساخت و نصب اطمینان از بکار بردن مصالح و مواد مصرفی درست و جلوگیری از تخلف ها ضروری است
.
چند نمونه از این بازرسی موقع جوشکاری عبارتند از
ـ بازرسی قطعا متصل شده و درزهای آماده جوشکاری
ـ بازرسی محل های جوش و سطوح مجاور به منظور اطمینان از تمیزی و عدم آلودگی با موادی که اثرات زیانبخش بر جوش دارند.
ـ بازرسی سطوح برشکاری شده با شعله یا شیار زده شده بروش قوسی هوایی از نظر تضاریس ، پوسته، ترک و غیره.
ـ بازرسی ترتیب و توالی جوشکاری، استفاده از قیدها وگیره ها وسایر تمهیدات به منظور کنترل پیچیدگی ناشی از جوشکاری.
ـ بازرسی مواد مصرفی جوشکاری از نظر دارا بودن شرایط مطلوب و گرم و خشک کردن الکترودهای روپوش قلیائی طبق دستورالعمل های مصوبه.
ـ بررسی وضعیت جوشکاران و اپراتورهای جوشکاری از نظر داشتن مهارت و قبولی در آزمون مربوطه.
ـ بازرسی پیش گرم کردن و حفظ درجه حرارت بین پاسی در صورت لزوم .
ـ بازرسی بعد از جوشکاری به منظور درستی مجموعه ساخته شده یا نصب شده و کنترل کیفیت جوش انجام می شود.
چند نمونه از فعالیت های بازرسی بعد از جوشکاری عبارتند از:
ـ بازرسی چشمی از نظر وجود عیوب مرئی، ترک های سطحی( چه در جوش و جه در فلز مبنا)، بریدگی کناره، کندگی، سوختگی، تقعر یا تحدب زیاد نیمرخ جوش، نامساوی بودن ساق ها، گرده اضافی، پرنشدگی کامل، کندگی، نفوذ اضافی، موجدار بودن بیش از حد، چاله انتهای جوش، گره قطع و وصل قوس و غیره.
ـ بازرسی تغییر شکل های ناشی از جوشکاری ( انقباض موضعی، خیز ، خم شدگی، تابیدگی، چرخش ،کمانش، موجدار شدن و غیره) شکستگی محور، به هم خوردگی زاویه ها و غیره.
ـ بازرسی ابعاد جوش و قطعه جوشکاری شده
ــ بازرسی تنش زدائی و سختی پس از تنش زدائی
ــ بازرسی های غیر مخرب ( پرتونگاری، امواج فراصوتی، عیب یابی ذره مغناطیسی، مایع نافذ، جریان گردابی و غیره.
ـ ارزیابی کیفیت جوش بایستی در هر سه مرحله بازرسی قبل از جوشکاری، بازرسی در موقع جوشکاری و بازرسی بعد از جوشکاری صورت پذیرد. جوش انجام شده و قطعه جوش داده شده بایستی با استانداردهای مطلوب کیفیت مطابقت داشته باشند. ارزیابی کیفیت جوشکاری بعهده بازرس است.
برای ارزیابی کیفیت جوشکاری، لازم است استاندارد پذیرش یا معیار پذیرش جوش مشخص باشد و نوع آزمایش غیر مخرب و میزان آزمایش ( صد در صد تصادفی و غیره) تعیین شود. بازرس بایستی نتایج آزمایش ها و بازرسی های انجام شده را تجزیه و تحلیل نماید.
ـ پذیرش جوش در هر سه مرحله بازرسی از اهمین ویژه ای برخوردار است. در واقع پذیرش جوش پس از مقایسه کیفیت جوش حاصل با کیفیت مطلوب انجام می شود. پذیرش باید قطعی و غیر مبهم باشد. برای پذیرش باید گواهینامه صادر شود یا فرم مربوطه تنظیم و امضاء گردد.
ـ تهیه گزارش برای مراحل مختلف بازرسی و کلیه آزمایش های انجام شده، ضروری است.
گزارش نتایج آزمایش ها و بازرسی های انجام شده بایستی بصورت مرتب و مشخص و جداگانه تهیه و تنظیم شود. برای کارهای بازرسی تهیه گزارش خوب که کار ارزیابی و پذیرش نهایی را تسهیل نماید. اعتبار ویژه ای دارد.
وظایف بازرس جوش
مسئولیت ایجاب می کند که بازرس جوش دارای شخصیت حرفه ای با توانایی و شعور خوب باشد، بازرس جوش ممکن است با کارخانجات متعدد ساخت و کارگاه های متعددی سرو کار داشته باشد که بایستی در همه موارد ساعات کار و مقررات کاری و سازمان های مربوطه را رعایت نماید.
مراعات دقیق قواعد و مقررات کار خصوصاً در موارد پرسنلی ، ایمنی و امنیتی الزامی است.
هیچگاه بازرس نبایستی خود را مستحق امتیازات ویژه بداند.
بازرس بایستی در مورد کارگاه ساخت بی طرف باشد، بی معطلی تصمیم بگیرد، بدون آنکه تحت تاثیر نظر دیگران واقع شود و با اتکاؤ به حقایق تصمیم بگیرد و با عقاید مختلف، تصمیم قبلی خود را به آسانی عوض نکند.
چند نمونه از وظایف بازرس جوش عبارتند از:
ـ تفسیر نقشه های جوشکاری و مشخصات.
ـ بررسی سفارش خرید به منظور حصول اطمینان از درستی تعیین مواد جوشکاری و مواد مصرفی.
ـ بررسی و شناسایی مواد دریافت شده طبق سفارش خرید.
ـ برسی ترکیب شیمیایی و خواص مکانیکی از روی گزارش نورد طبق نیازمندیهای معین شده.
ـ بررسی فلز مبنا از نظر عیوب و انرحافات مجاز.
ـ بررسی نحوه انبار کردن فلز پرکننده و دیگر عوامل مصرفی.
ـ بررسی تجهیزات مورد استفاده.
ـ بررسی آماده سازی اتصال جوش .
ـ بررسی بکار گرفتن دستورالعمل جوشکاری تایید شده.
ـ بررسی ارزیابی صلاحیت جوشکاران و اپراتورهای جوشکاری.
ـ انتخاب نمونه های آزمایش تولیدی.
ـ ارزیابی نتایج آزمایشات.
ـ نگهداری سوابق.
ـ تهیه و تنظیم گزارش.
دسته بندی بازرسان جوش
بازرسان جوش را به دسته های ذیل می توان تقسیم بندی نمود:
ـ بازرس کد
ـ بازرس نماینده دولت
ـ بازرس خریدار، مشتری، یا کارفرما
ـ بازرس کارخانه ، سازنده یا پیمانکار
ـ بازرس نماینده مهندس معمار
ـ بازرس یا متخصص آزمایش های مخرب
ـ بازرس یا متخصص آزمایش های غیرمخرب
گر چه وظایف بازرس داخلی و خارجی ( بازرس انتخاب شده از داخل سازمان یا خارج از سازمان) ممکن است با یکدیگر متفاوت باشد ولی در اینجا فقط به ذکر بازرس اکتفا می شود.
مطالبی که در اینجا عرضه می شود گاهی ممکن است به همه دسته بندی های فوق اتلاق شود یا فقط به یک یا چند تا از دسته بندی های فوق محدود گردد.
در همه حالات فرض بر آن است که بازرس صلاحیت های لازم را داشته و قادر است نوع سازه مورد نظر را که به او محول شده است، بازرسی نماید.
ویژگی بازرس جوش
برای بازرس شدن، دارا بودن ویژگی های ذیل ضروری است:
به منظور انجام وظایف بازرسی با رعایت جنبه های وجدانی و حرفه ای اهمیت هیچ یک از ویژگی ها را نمی توان سبک شمرد.
ـ آشنایی با نقشه ها و مشخصات فنی
بازرس جوش بایستی با نقشه های مهندسی اشنا بوده و بتواند مشخصات فنی را تفسیر نماید.
بازرس جوش بایستی علاوه بر نقشه خوانی، با علائم قراردادی جوش و آزمایش های غیرمخرب اشنایی کامل داشته باشد.
ـ آشنایی با زبان جوشکاری
بازرس نمی تواند بدون آشنایی با زبان جوشکاری خود را بازرس بنامد. بازرس بایستی با فرهنگ جوشکاری آشنا بوده و اصطلاحات درست برای هر فرایند جوشکاری را بکار ببرد.
بازرس احتیاج دارد یافته های بازرسی خود را به جوشکاران و دیگر افراد کارگاه که جوش داده اند یا تعمیرات را انجام می دهند و به مهندسانی که نقشه کار را کشیده اند و کسانی که سازه نهایی را می پذیرند، تفهیم نماید.
بنابراین بایستی گزارش خود را طوری تنظیم نماید که برای همه افراد مربوطه قابل درک باشد.
بازرس بایستی فرهنگ جوشکاری را مظالعه نموده، ناپیوستگی ها و عیوب جوش را بشناسد و با روش های بازرسی آشنا باشد.
در بعضی مواقع برای بعضی از فرایندهای جوشکاری از نام های تجارتی استفاده می شود ولی بازرس بایستی در کفتارها و نوشتارهای خود اصطلاحات استاندارد را بکار ببرد.
ـ اشنایی با فرایندی های جوشکاری
بازرس جوش بایستی با فرایندهای مختلف جوشکاری آشنا بوده و منظور از فرایند و کاربرد آن شرح فرایند، منبع حرارتی یا منبع انرژی مورد استفاده، چگومگی کنترل فرایند، جنبه های عملیاتی و مسائل ایمنی مربوط را بداند و بطور کلی از مزایا و محدودیت های فرایند جوشکاری آگاهی کامل داشته باشد.
ـ شناخت روش های آزمایش
برای معلوم شدن انطباق جوش از نظر کیفیت با خواسته های استاندارد، از روش های ازمایش متعددی استفاده می شود.
هر روش آزمایش محدودیت های خود را دارد. بازرس جوش بایستی بداند هر روش
آزمایش چه کاربردی دارد و نتایج حاصله چگونه تجزیه و تحلیل می شود.
ـ توانایی گزارش نویسی و حفظ سوابق
بازرس جوش بایستی در حفظ سوابق بازرسی ها مهارت داشته باشد.
بازرس جوش بایستی قادر به تهیه گزارش کوتاه بادش که بدون هیچگونه مشکلی مفهوم باشد. گزارشات بازرس جوش بایستی آنقدر کامل باشد که دلیل تصمیم او برای ماه های آینده روشن باشد.
بازرس باید منظور خود را در گزارش طوری بیان نماید که برای خواننده نااشنا به موضوع، نیز درک مطلب آسان باشد. بازرس بایستی بخاطر بسپارد حقایقی که در زمان نوشتن گزارش معلومند بعدها و بمرور زمان ممکن است بهمان روشنی، همانظور کامل یا با همان دقت به یاد نماند.
گزارش بازرس بایستی نه تنها تمام نتایج بازرسی و آزمایشات را در برداشته باشد، بلکه بایستی به موضوع دستور العمل جوشکاری، ارزیابی دستور العمل جوشکاری و کنترل مواد جوشکاری نیز اشاره نماید.
تهیه گزارش خوب باعث زیاد شدن اعتبار بازرس می شود.
ـ داشتن وضعیت خوب جسمانی
شرایط جسمانی بازرس بایستی اجازه فعالیت به او بدهد. برای بازرس قبل از جوشکاری، حین جوشکاری و بعد از جوشکاری گاهی صعود از داربست مرتفع یا ورود و خروج از دریچه بازدید لازم است.
معمولاً طوری برنامه ریزی می شود که کار برای جوشکاران با اپرانورهای جوشکاری راحت باشد و از اینرو ممکن است شرایط بازرسی برای بازرس دشوار باشد.
ـ داشتن دید خوب
دارا بودن دید خوب ضروری است. بازرس بایستی قادر باشد از نزدیک جوش ها و نتایج رادیوگرافی یا سایر آزمایش های غیر مخرب را نگاه کند. بازرس دیصلاح از نظر پزشکی دید قابل قبول داشته باشد.
ـ حفظ متانت حرفه ای
بر حفظ متانت حرفه ای بازرس نبایستی بیش از حد تاکید شود. این موضوع در موفقیت یا عدم موفقیت بازرس تاثیر دارد. بازرس برای موفق شدن در کار خود نیاز به همکاری دیگر همکاران دارد و بایست بنحوی کمک آنان را جلب نماید.
بازرس بایستی در بی طرفی و سازگاری در همه تصمیم ها بکوشد. بازرسی بایستی از دستورالعمل بازرسی مشحصی پیروی کند و بازرس بایستی نه سرسخت و نه به آسانی تغییر عقیده داده و رام شود. بازرس تحت هیچ وضعیتی نبایستی طرفداری کند یا بالاجبار تصمیم بگیرد یا تصمیم گرفتن را به تعویق بیندازد.
بازرس ممکن است در موقعیت شغلی جدید در روزها و هفته های نخست مشکل داشته باشد. بازرس در این مدت از نظر خط مشی مورد بازرسی قرار می گیرد. اسناد قرارداد، نیازمندیها، وظایف ، اختیارات و مسئولیت های بازرس را مشخص می نماید.
اگر بازرس شخص مطلع، میانه رو و سازگار باشد و منظور مشخصات قرارداد را مراعات نماید، احترام و همکاری دیگران را کسب خواهد نمود.
ـ تحصیل و آموزش
گذراندن دوره رسمی مهندسی علوم پایه و متالورژی برای بازرسی با ارزش است و بسیاری از بازرسان عالی معلومات معادل را از طریق تجربه و مطالعه کسب نموده اند.
کتاب «راهنمای ارزیابی و تعیین صلاحیت بازرس جوش» منتشره از انجمن جوشکاری آمریکا برای دیپلمه ها می تواند بعنوان درس پیش دانشگاهی یا بعنوان جایگزین دو سال تجربه در بازرسی جوش تلقی شود.
ـ تجربه بازرسی
نگرش فردی و نقطه نظر بازرس خوب فقط از طریق بازرسی بدست می آید . تجربه بازرسی قطعات بدون جوش نیز برای بازرس جوش، فوق العاده مفید است، زیرا طرز فکر و دیدکاری بازرس را وسعت می بخشد.
در بعضی محافل برای صدور گواهینامه صلاحیت بازرسی جوش، از نظر عملی، سوابق بازرسی جوش با وظایفی که در رابطه با بازرسی جوش هستند را ملاک دادن امیتاز می شمارند.
ـ تجربه جوشکاری
تجربه واقعی در جوشکاری یا اپراتوری جوشکاری برای بازرس جوش گرانبهاست. تجربه جوشکاری، دانش جوشکاری بازرس را وسیع می کند، برای او اعبتر می آورد و در توجیه علل مردود کردن کار ضعیف او را یاری می نماید.
بعضی از کارفرمایان خواستار داشتن تجربه جوشکاری برای بازرس مورد نظر خود هستند.
نتیجه گیری
در تمام فعالیت های مهندسی، به منظور آگاهی از کیفیت جوش و مجموعه جوش داده شده، بازرسی جوش ضروری است.
بازرسی جوش می تواند بمقدار قابل توجهی از پیدایش عیوب و تکرار اشتباهات جلوگیری کرده و در هزینه تعمیران صرفه جویی نماید.
ـ بازرسی جوش می تواند از چگونگی رعایت اصول فنی، ضوابط و استانداردها خبر دهد.
ـ بازرسی جوش می تواند ایمنی، بهره وری و عمر بیشتر تأسیسات و تجهیزات راتأمین نماید.
ـ بازرسی جوش می تواند از مطابقت جوش و سازه جوش داده شده با نیازمندیهای طرح اطمینان دهد.
ـ بازرسی جوش بایستی توسط بازرس صلاحیت دار انجام شود
بازرسی چشمی
بازرسی چشمی
کاربرداطلاعاتی که در این راهنما آمده است برای مسئولیتها و وظایف عمومی بازرسان چشمی جوش و همچنین کسانی که مسئولیتها و وظایف دقیقی که در کد و استانداردهای خاصی تعریف شده دارند، قابل اجرا می باشد.بازرس باید دانش هر یک از اصول و روشهای آزمون موردنیاز جهت یک جوش مشخص را داشته باشد
مدیریت و نظارت بر بازرسی باید از اصول و روشهای اعمال شده ،درک کافی داشته باشند و این جزئی از مسئولیتهای آنان می باشد.
طراحی و ذکر خصوصیات مناسب مربوط به بازرسی چشمی باید به عنوان قسمتی از قرارداد در نظر گرفته شود. در غیاب چنین ملزوماتی از سازنده باید خواسته شود که بصورت کتبی ،جزئیات روشهای مورد استفاده شامل روشهای آزمون را تهیه کند.
استانداردهای پذیرفته شده باید از طریق سازنده و خریدار ، قبل از هر گونه شروع جوشکاری ، دقیقا درک و تفهیم شود.این مساله فقط به خاطر استفاده موثرتر از روشهای آزمون نمی باشد بلکه برای جلوگیری از بوجود آمدن هر گونه اشکال در جوشکاری انجام گرفته است که ایا جوشکاری ،رضایت بخش و بر طبق خصوصیات ذکر شده در قرارداد بوده یا نه.
هدف: این راهنما شامل پیش زمینه ای از اصول ضروری برای پرسنلی که بازرسی چشمی جوش را انجام می دهند، همچون توانایی ها و محدودیت های فیزیکی ، مثل دانش فنی ، آموزش، تجربه، قضاوت و تاییدیه می شود.این راهنما اصولا یک معرفی از آزمونهای چشمی مربوط به جوشکاری را در برمی گیرد. این بازرسی ها بر حسب زمانی که انجام می گیرند در سه بخش طبقه بندی می شوند:
قبل از جوشکاری
در حین جوشکاری
بعد از جوشکاری
بازرسی چشمی ممکن است بوسیله افراد یا سازمانهای مختلفی انجام گیرد.افرادی که بازرسی چشمی را در مراحل جوشکاری انجام می دهند شامل جوشکاران ، ناظران جوش ، بازرس جوش کارفرما، بازرس خریدار یا بازرس هماهنگ کننده ، می شوند.همچنین در این جزوه در مورد وسایل و تجهیزات بازرسی چشمی که مکررا استفاده می شود همچون وسایل اندازه گیری و دستگاههای نشان دهنده مروری شده است.یک بخش نیز در مورد رکوردهای ثبت شده است وابعادی را که در یک سند رسمی نتایج بازرسی چشمی باید در نظر گرفته شود را بیان می کند. بالاخره این راهنما مرجع یا مطالب بیشتری را در بر میگیردکه ضرورت هایی با جزئیات بیشتر را برای برنامه های بازرسی چشمی ویژه در اختیار قرار می دهد.
اطلاعات عمومی .در بسیاری از برنامه های تدوین شده توسط سازنده جهت کنترل کیفیت محصولات،از آزمون چشمی به عنوان اولین تست و یا در بعضی موارد به عنوان تنها متد ارزیابی بازرسی ،استفاده می شود اگر آزمون چشمی بطور مناسب اعمال شود،ابزار ارزشمندی می تواند واقع گردد
بعلاوه یافتن محل عیوب سطحی، بازرسی چشمی می تواند بعنوان تکنیک فوق العاده کنترل پروسه برای کمک در شناسایی مسائل و مشکلات مابعد ساخت بکار گرفته شود
آزمون چشمی روشی برای شناسایی نواقص و معایب سطحی می باشد نتیجتا هر برنامه کنترل کیفیت که شامل بازرسی چشمی می باشد،باید محتوی یک سری آزمایشات متوالی انجام شده در طول تمام مراحل کاری در ساخت باشد.بدین گونه بازرسی چشمی سطوح معیوب که در مراحل ساخت اتفاق می افتد،میسر میشود.
کشف و تعمیر این عیوب در زمان فوق،کاهش هزینه قابل توجهی را در بر خواهد داشت.بطوری که نشان داده شده است بسیاری از عیوبی که بعدها با روشهای تست پیشرفته تری کشف می شوند،با برنامه بازرسی چشمی قبل،حین و بعد از جوشکاری به راحتی قابل کشف می باشند سازندگان فایده یک سیستم کیفیتی که بازرسی چشمی منظمی داشته است را بخوبی درک کرده اند.
میزان تاثیر بازرسی چشمی هنگامی بهتر می شود که یک سیستمی که تمام مراحل پروسه جوشکاری(قبل،حین و بعد از جوشکاری) را بپوشاند،نهادینه شود.
قبل از جوشکاری ،یک سری موارد نیاز به توجه بازرس چشمی دارد که شامل زیر است:
مرور طراحی ها و مشخصات
چک کردن تاییدیه پروسیجرها و پرسنل مورد استفاده
بنانهادن نقاط تست
نصب نقشه ای برای ثبت نتایج
مرور مواد مورد استفاده
چک کردن ناپیوستگی های فلز پایه
چک کردن فیت آپ و تراز بندی اتصالات جوش
چک کردن پیش گرمایی در صورت نیاز
اگر بازرس توجه بسیار دقیقی به این آیتم های مقدماتی بکند،می تواند از بسیاری مسائل که بعدها ممکن است اتفاق بیافتد،جلوگیری نماید.مساله بسیار مهم این است که بازرس باید بداند چه چیزهایی کاملا مورد نیاز می باشد.این اطلاعات را می توان از مرور مستندات مربوطه بدست آورد.با مرور این اطلاعات،سیستمی باید بنا نهاده شود که تضمین کند رکوردهای کامل و دقیقی را می توان بطور عملی ایجاد کرد.
نقاط نگهداری.
باید بنا نهادن نقاط تست یا نقاط نگهداری جایی که آزمون باید قبل از تکمیل هر گونه مراحل بعدی ساخت انجام شود، در نظر گرفته شود. این موضوع در پروژه های بزرگ ساخت یا تولیدات جوشکاری انبوه بیشترین اهمیت را دارد
روشهای جوشکاری
مرحله دیگر مقدماتی این است که اطمینان حاصل کنیم آیا روشهای قابل اعمال جوشکاری ،ملزومات کار را برآورده می سازند یا نه؟مستندات مربوط به تایید یا صلاحیت های جوشکاران هر کدام بطور جداگانه باید مرور شود.طراحی ها و مشخصات معین می کند که چه فلزهای پایه ای باید به یکدیگر متصل شوند و چه فلز پرکننده باید مورد استفاده قرار گیرد.برای جوشکاری سازه و دیگر کاربردهای بحرانی،جوشکاری بطور معمول بر طبق روشهای تایید شده ای که متغیرهای اساسی پروسه را ثبت می کنند و بوسیله جوشکارانی که برای پروسه ،ماده و موقعیتی که قرار است جوشکاری شود،تایید شده اند،انجام می گیرد.در بعضی موارد مراحل اضافی برای آماده سازی مواد مورد نیاز می باشد.بطور مثال در جاهایی که الکترودهای از نوع کم-هیدروژن مورد نیاز باشد،وسایل ذخیره آن باید بوسیله سازنده در نظر گرفته شود.
موادپایه
قبل از جوشکاری ، شناسایی نوع ماده و یک تست کامل از فلزات پایه ای مربوطه باید انجام گیرد.اگر یک ناپیوستگی همچون جدالایگی صفحه ای وجود داشته باشد و کشف نشده باقی بماند روی صحت ساختاری کل جوش احتمال تاثیر دارد.در بسیاری از اوقات جدالایگی در طول لبه ورقه قابل رویت می باشد بخصوص در لبه هایی که با گاز اکسیژن برش داده شده است.
مونتاژ اتصالات
برای یک جوش،بحرانی ترین قسمت ماده پایه،ناحیه ای است که برای پذیرش فلز جوشکاری به شکل اتصال،آماده سازی می شود.اهمیت مونتاژ اتصالات قبل از جوشکاری را نمی توان به اندازه کافی تاکید کرد.بنابراین آزمون چشمی مونتاژ اتصالات از تقدم بالایی برخوردار است.
مواردی که قبل از جوشکاری باید در نظر گرفته شود شامل زیر است:
زاویة شیار (Groove angle)
دهانه ریشه (Root opening)
ترازبندی اتصال (Joint alignment)
پشت بند (Backing)
الکترودهای مصرفی (Consumable insert)
تمیز بودن اتصال (Joint cleanliness)
خال جوش ها (Tack welds)
پیش گرم کردن (Preheat)
هر کدام از این فاکتورها رفتار مستقیم روی کیفیت جوش بوجود آمده دارند .اگر مونتاژ ضعیف باشد،کیفیت جوش احتمالا زیر حد استاندارد خواهد بود.دقت زیاد در طول اسمبل کردن یا سوار کردن اتصال می تواند تاثیر زیادی در بهبود جوشکاری داشته باشد.اغلب آزمایش اتصال قبل از جوشکاری عیوبی را که در استاندارد محدود شده اند را آشکار می سازد،البته این اشکالات ،محلهایی می باشند که در طول مراحل بعدی بدقت می توان آنها را بررسی کرد.برای مثال،اگر اتصالی از نوع T (T-joint) برای جوشهای گوشه ای(Fillet welds) شکاف وسیعی از ریشه نشان دهد،اندازه جوش گوشه ای مورد نیاز باید به نسبت مقدار شکاف ریشه افزوده شود. بنابراین اگر بازرس بداند چنین وضعیتی وجود دارد،مطابق به آن ،نقشه یا اتصال جوش باید علامت گذاری شود، و آخرین تعیین اندازه جوش به درستی شرح داده شود.
موتور استرلینگ
موتور استرلینگ یک موتورحرارتی است که اختلاف زیادی با موتورهای احتراق داخلی در اتومبیل دارد که در سال 1816 توسط رابرت استرلینگ اختراع شد. موتور استرلینگ قابلیت بازدهی بیشتری نسبت به موتورهای بنزینی و دیزلی دارد.
اما امروزه موتورهای استرلنگ فقط در برخی کاربرد های خاص مانند زیر دریاییها یا ژنراتورهای کمکی در قایق ها که عملکرد بی صدا مهم است استفاده می شود. اگر چه موتورهای استرلینگ به تولید انبوه نرسید اما برخی اختراعات پرقدرت با این موتور کار می کند.
موتورهای استرلنگ از چرخه استرلنگ استفاده می کند که مشابه چرخه های استفاده شده در موتورهای احتراق داخلی نیست.
· گاز استفاده شده در داخل موتورهای استرلنگ هیچ وقت موتور را ترک نمی کند و مانند موتورهای دیزل و بنزینی سوپاپ دود که گازهای پر فشار را تخلیه می کند و محفظه احتراق وجود ندارد .به همین علت موتورهای استرلنگ بسیار بی صدا هستند .
· چرخه استرلینگ از یک منبع حراتی خارجی که می تواند هر چیزی از بنزین و انرژی خورشیدی تا حرارت ناشی از پوسیدگی گیاهان باشد استفاده کند و هیچ احتراقی داخل سیلندرهای موتور رخ نمی دهد .
صدها راه وجود دارد که یک موتورهای استرلنگ ایجاد کنیم .در این مقاله ما درمورد چرخه استرلینگ و چگونگی کار انوع مختلف این موتورمطالبی می آموزیم ...
چرخه استرلینگ
قاعده اصلی کار موتور استرلنگ این است که مقداری گاز داخل موتور محفوظ شده است .چرخه استرلینگ شامل یک سری رویداد است که فشار گاز داخل موتور را تغییر می دهد و سبب ایجاد کار می شود . چند خاصیت مهم گاز وجود دارد که برای عملکرد موتورهای استرلنگ مهم است :
· اگر مقداری گاز محبوس در یک حجم ثابت از فضا داشته باشید و شما به آن گاز حرارت بدهید , فشار گاز افزایش خواهد یافت .
· اگر مقداری گاز محبوس داشته باشید و آن را فشرده کنید (حجم آن را در فضا کاهش دهید ) ، دمای آن گاز افزایش خواهد یافت .
اجازه دهید به هر کدام از مراحل سیکل استرلینگ ، هنگامی که به موتور ساده شده استرلینگ نگاه می کنیم برویم .
موتور ساده شده ما از دو سیلندر استفاده می کند. یک سیلندر به وسیله ی یک منبع خارجی گرما، گرم می شود (مثل آتش) ودیگری به وسیله ی یک منبع سرد خارجی ، سرد می شود (مثل یخ ).محفظه گاز دو سیلندر به هم متصلند ، وپیستون ها به طور مکانیکی به وسیله ی یک اتصال که چگونگی حرکت انها را معین می کند به یکدیگر متصلند .

خرپا
یکی از مباحث موجود در استاتیک رو تشکیل میده و توی صنعت سازه کاربرد فراوان داره.
خرپا سازهای صلب از واحدهای مثلثی شکل است که از اتصال اجزای باریک و بلند ساخته شده است. خرپاها توانایی تحمل نیروهای کششی و فشاری را دارند.
دراین گونه سازهها به علت عدم نیروی برشی و لنگر خمشی اتصالات بصورت مفصلی است.
خرپا بر حسب تعریف از مجموعهای از اعضایی بوجود میآید که همگی در یک صفحه قرار داشته و ترکیب آنها یک شبکه مثلثی ایجاد نماید. چون در خرپاها فرض میشود که اعضا در انتهای خود به اعضای دیگر لولا شدهاند بنابر این شکل مثلثی تنها شکل پایدار خواهد بود.
خرپاها به سه دسته زیر تقسیم بندی می شوند:
خرپا ساده :
با مفصل نمودن سه عضو در انتهای یکدیگر و ایجاد شکل مثلث ساده تشکیل شده است. توسعه خرپا هر بار با اضافه نمودن دو عضو و یک گره صورت می گیرد. اعضای جدید در گره جدید به یکدیگر مفصل شده و انتهای دیگر آنها به گره های موجود مفصل می گردند.
خرپاهای مرکب یا Compounded Trusses :
این نوع خرپاها از ترکیب مناسب در یا چند خرپای ساده ایجاد میشوند که این ترکیب میتونه بوسیله ی یک گره یا یک عصو ویا سه عضو موازی و غیر متقارب ایجاد شود.
خرپا مبهم :
هرگاه عضو یا اعضای جدیدی به خرپا اضافه شوند بدون اینکه گره جدیدی به آن اضافه شود،خرپا یک خرپای نامعین ایستایی میشود.
پایداری-ناپایداری-معینی-نامعینی خرپاها:
اگر تعداد گره های خرپا را با j و تعداد عضو های آن که همان میله ها هستند رو با m و تعداد عضوهای خرپا رو با R نشون بدیم داریم:
A) اگر m+R<2j باشد خرپا ناپایدار استاتیکیست.
B) اگر m+R=2j خرپا معین است اما پایداری و ناپایداری هندسی آن باید بررسی شود
C) اگر m+R>2j باشد خرپا نامعین استاتیکیست ولی پایداری و ناپایداری هندسی آن باید بررسی شود.
اینم یه عکس از خرپاهای پر مصرف :

حالا اینم میشه خرپا:

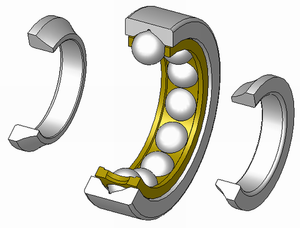
علل خرابی یاتاقان

عمریک یاتاقان غلتشی به کل تعداد سیکل های تنش و بار هایی که به اجزای غلتشی وغلتک های یاتاقان وارد می شود بستگی دارد.روش استاندارد شده محاسبه تنش های دینامیکی یاتافان بر پایه ویژگی خستگی مواد تشکیل دهنده یاتاقان که با عث خرابی در یاتا قان میشود،می باشد. خستگی معمولی با پوست پوست شدن وورق ورق شدن در سطح یاتاقان آشکار خواهدشد.
علل خرابی یاتاقان
1-خرابی ناشی از جازدن :خرابی محلی در شیار های یاتاقان ناشی از عیب جازدن یاتاقان می باشد.این خرابی برای نمونه زمانی رخ می دهد که رینگ داخلی یاتاقان غلتشی استوانه ای به خوبی در رینگ خارجی آن حا زده نشود و یا نیروی جا زدن یاتاقان در وسط اجزای یاتاقان وارد شود.
حوزه بار رینگ یاتاقان، ناشی از بارهای خارجی اعمال شده وشرایط گردش یاتاقان است که این حوزه با کدر شدن شیار های یا تا قان مشخض میشود.
شیار های غیر عادی روی یا تاقان،ناشی ازپیشبار مخربی است که از جا زدن خیلی محکم یا تاقان ویا تنظیم غیر دقیق یا تاقان روی محور ،می باشد.
2-آلودگی:ذرات خارجی که روی سطح یا تاقان قرار می گیرند موجب خستگی زودرس در یاتاقان می شوند.ذرات خارجی که دارای خاصیت سایندگی هستند خرابی یاتاقان را تسریع می بخشند وباعث خشن شدن سطوح و کند شدن یاتاقان می شوند.سایش زیاد موجب لقی بیش از اندازه در یاتاقان می شود.
آلودگی ها:
1-قطعات آلوده
2-گرد وخاک
3-درز گیری نا کافی
4-روانساز های آلوده
5-خرده فلز های قطعات دیگر که همراه روانساز ها به یاتاقان منتقل میشود.
3-خوردگی:خوردگی در یاتاقان های غلتشی ممکن است به شکل های مختلف وبه دلایل گوناگون رخ دهد. خراب ناشی از خوردگی با سر وصدایاتاقان هنگام کارکردن آشکار می شود.زنگ زدگی حاصل از خوردگی توسط اجزای یاتاقان ساییده می شوند وباعث سایش سطح یاتاقان می شود.
عوامل خوردگی:
1-آببندی نا کافی در برابر رطوبت و بخا ر آب
2- روانساز هایی که حاوی اسید می باشند
3-محیط نامناسب انبار نگهداری یاتاقان ها :سایش ساچمه ها با شیار یاتاقان با خراش هایی در سطح غلتک یا تا قان ظا هر می شود. این خراش ها در مقایسه با دندانه شدن اجزای یاتاقان در اثر نصب نا مناسب دارای لبه های برآمده نیستند.
سایش میان ساچمه هاو شیار یاتاقان در اثر ارتعاشات در سطح هایی از یا تاقان که ساکن هستند باعث ساییدگی شدید می شوند.چنین خرابی در ماشین هایی که در حال سکون در معرض ارتعاشات هستند به وجو د خواهدآمد که راه بر طرف کردن آن ایجاد لبه های مناسب در یاتاقان ویااستفاده از ابزار مناسبی برای محافظت یا تاقان در هنگام دوران می باشد.
خوردگی که سطح یاتاقان را از میان می برددر سطوحی رخ می دهد که انطباق آن ها با سایر اجزاء به صورت آزاد می باشد.حرکت های ریزی که در چنین سطوحی رخ می دهد با عث سایش زیادی می شود که حرکت یا تا قان را کند کرده وبه سطح محور آسیب می رساند. را ه حل بر طرف کردن این مشکل استفاده از انطباق محکم میان این سطوح می باشد.
4- عبور جریان الکتریسیته :عبور مداوم جریان الکتریسیته از یاتاقان باعث ایجاد خراش های قهوه ای رنگ موازی با محور در تمام محیط غلتک و سایر اجزای غلتشی یاتاقان می شود.
5-روانسازی ناقص :روانسازی ناقص در اثر تامین نا کافی روانساز ویا استفاده از روانسازهای نا مرغوب ایجاد می شود.
اگر لایه روغن کافی میان سطوح تامین نشودکه حرکت لغزشی وسایش به وجود خواهد آمدکه علت تشکیل حفره های ریز و پوست پوست شدن سطح در غلتک های یاتا قان می باشد در مواردی که عمل روانسازی بیش از اندازه انجام می شود ،روانساز به دلیل حرکات شدید یاتاقان گرم شده وخاصیت خودرا از دست می دهند وبا عث خرابی شدید در یا تاقان می شوند .از نگهداشتن روانساز ها در یاتاقان به خصوص در سر عت های بالا بپر هیزید.

یاتاقان

چگونگی کاهش اصطکاک
یاتاقانهای ساده به طرز گستردهای استفاده میشوند و از سطوح برای تماس سایشی استفاده میکنند. علی الخصوص با وجود روانکاری، آنها معمولاً عمر و اصطکاک کاملا قابل قبولی میدهند. از سوی دیگر، یاتاقانهای با اصطکاک کم معمولاً به خاطر راندمانشان، کاهش فرسایش و استفاده گسترده درسرعتهای بالا را تسهیل میکنند، دارای اهمیتند. اصولا یک یاتاقان میتواند اصطکاک را با امتیاز شکلش، با موادش و یا با معرفی و داشتن یک سیال بین سطوح و یا جداکردن سطوح با یک میدان الکترومغناطیسی، کاهش دهد.
با کمک شکل: معمولاً مزایایش را با استفاده از غلطکها و یا کرهها و یا با شکل دادن یاتاقانهای خمشی حاصل میکند.
با کمک مواد: با بهره گیری از طبیعت موادی که یاتاقانها را تشکیل میدهند. (یک مثال میتواند استفاده از پلاستیک باشد که اصطکاک سطحی کمی دارد.)
به کمک یک سیال: با بهره بردن از ویسکوزیته کم یک لایه سیال مانند یک روانساز و یا یک واسطه فشرده شده که از برخورد دو سطح جلوگیری کند؛ یا با کاهش نیروی عمودی بین آنها.
به کمک میدانها: با استفاده از میدانهای الکترومغناطیسی، مانند میدان مغناطیسی، تا از برخورد سطوح جامد جلوگیری کند.
حتی میتوان از ترکیبی از اینها در یک یاتاقان بهره برد. مثال این قسمت برای زمانی است که یک اتاقک از پلاستیک ساخته شده باشد و بین توپها/غلطکها که با شکلشان اصطکاک را کم میکنند، فاصله ایجاد کند و تکمیلشان کند.
اصول عملکرد
حداقل شش اصل کاری معمول وجود دارد.
یاتاقانهای لغزشی که معمولاً بوش، یاتاقانهای سرمحور، یاتاقان بوش، یاتاقانهای خان دار، یا یاتاقانهای ساده نامیده میشوند.
یاتاقانهای غلطشی مانند یاتاقانهای ساچمهای (بلبرینگها) و یاتاقانهای غلطکی (رولربرینگها).
یاتاقانهای مرصع که نیروها در آن بوسیله پیچیدن جزئی خارج از مرکز محور، تحمل میشود.
یاتاقانهای لغزشی که در آن نیروها توسط یک سیال و یا گاز تحمل میشوند.
یاتاقانهای مغناطیسی که در آن نیرو با کمک یک میدان مغناطیسی تحمل میشود.
یاتاقانهای خمشی که در آن حرکت با المان نیروئی که خم میشود، تأمین میشود.
نمونهای از یاتاقان ساچمهای
انیمیشنی از یاتاقان ساچمهای
حرکتهای معمولی که یاتاقانها اجازه آن را میدهند عبارتند از:
• چرخش شعاعی به عنوان مثال چرخش میله محور.
• حرکت خطی مانند کشو.
• حرکت کروی مانند لولای کاسه ساچمهای
• حرکت مفصلی مانند درها
نیروها
یاتاقانها تنوع گستردهای در اندازه و جهتی که میتوانند تحمل کنند دارند. نیروها میتوانند به صورت نیروی غالب شعاعی، محوری (یاتاقان کف گرد) یا ممان عمود بر محور اصلی باشند.
سرعتها
انواع مختلف یاتاقانها، محدودیتهای سرعت عملکردی متفاوتی دارند. سرعت به طور نمونه به عنوان حداکثر سرعت سطحی نسبی تعریف میشود که واحدش اغلب ft/s یا m/sمی باشد. یاتاقانهای چرخشی به عنوان نمونه، عملکرد را به صورت DN توصیف میکنندکه D قطر (اغلب به mm) یاتاقان و N سرعت چرخش با واحد دور بر دقیقهاست. عموماً سرعت عملکرد یاتاقانها در بازه قابل توجهی باهم تداخل دارد. به عنوان نمونه یاتاقانهای ساده در سرعتهای پائین کارآئی دارند. یاتاقانهای غلتشی سریعتر هستند؛ به دنبال آن یاتاقانهای لغزشی و سرانجام یاتاقانهای مغناطیسی قرار دارند که نهایتاً توسط نیروی مرکزگرا و با غلبه بر مقاومت مواد، محدود میشوند.
لقی و الاستیسیته
بعضی کاربردها نیروهای یاتاقانها را در جهات متنوعی به کار میبرد و تنها لقی یا شیب محدودی را به عنوان نیروی متغیر اعمالی میپذیرد. یکی از منابع حرکت در یاتاقانها، فواصل یا لقی هاست. برای مثال یک شفت ۱۰میلیمتری در یک سوراخ ۱۲ میلیمتری، ۲ میلیمتری لقی دارد. منبع دوم حرکت، الاستیسیته در خود یاتاقان هاست. برای مثال ساچمهها در یاتاقانهای ساچمهای (بلبرینگها) مانند یک لاستیک سفت میماند و تحت بار، از دایره به یک شکل جزئی مسطح تبدیل میشود. کاسه بلبرینگ نیز الاستیک است و یک فرورفتگی را در محلی که ساچمهها بر روی آن فشار میآورند ایجاد میکند.
عمر
یاتاقانهای مغناطیسی و لغزشی میتوانند به صورت بالقوه عمر نامحدود بدهند. عمر یاتاقانهای غلتشی آماری است اما بوسیله بار، دما، نگهداری و تعمیر، ارتعاش، روانکاری و سایر فاکتورها تعیین میشود. برای یاتاقانهای ساده بعضی از مواد عمر بیشتری نسبت به بقیه میدهند. بعضی از ساعتهای جان هریسون هنوز هم بعد از صدها سال کار میکنند چرا که از چوب درخت مقدش خشب الانبیا در ساختشان استفاده شدهاست. درحالیکه ساعتهای فلزی اش با توجه به فرسودگی بالقوه شان به ندرت کار کردند.
تعمیر و نگهداری
یاتاقانهای بسیاری احتیاج به تعمیرات دورهای دارند تا از خرابی پیش از موعد جلوگیری شود. گرچه بعضی از آنها نظیر یاتاقانهای لغزشی یا مغناطیسی ممکن است احتیاج به نگهداری کمتری داشته باشند. بیشتر یاتاقانها در عملکرد در دورهای بالا نیازمند روانکاری و تمیزکاری دورهای هستند و ممکن است احتیاج به تنظیمات مجدد داشته باشند تا اثر فرسایش را به حداقل برسانند.
میل لنگ و فلایویل
میل لنگ یک قطعه ریختگی یکپارچه از آلیاژ فولاد میباشد که با عملیات حرارتی و چکشکاری تهیه میشود و دارای استحکام مکانیکی قابل توجهی است، میل لنگ باید به اندازه کافی محکم باشد تا بتواند ضربههائی را که در زمان احتراق به پیستون وارد میشود بدون پیچش زیاد تحمل نماید. علاوه بر این میل لنگ باید با نهایت دقت متعادل گردد تا از ارتعاشات آن که در اثر وزن خارج از مرگز لنگ به وجود میآید جلوگیری به عمل آید. برای متعادل ساختن میل لنگ، در مقابل هر لنگ وزنههائی به میل لنگ اضافه شده است.
قدرتی که از طرف پیستونها به میل لنگ داده میشود یکنواخت نیست. موقعی که زمان های قدرت با هم اشتراک پیدا میکنند (در موتورهای شش سیلندر و هشت سیلندر) لحظهای وجود دارد که در آن مقدار قدرت از زمانهای دیگر بیشتر است، این عمل موجب میشود که سرعت میل لنگ کم یا زیاد شود. البته چرخ لنگر بر این تمایل غلبه میکند. فلایول یک فلکه نسبتاً سنگین میباشد که به اتنهای عقب میل لنگ با پیچ و مهره بسته میشود، اینرسی چرخ لنگر تمایل دارد که آن را با سرعت ثابت حرکت دهد بنابراین چرخ لنگر در موقعی که میل لنگ تمایل به افزایش سرعت داشته باشد قدرت را میگیرد و هنگامی که تمایل به کاهش سرعت داشته باشد قدرت را به آن پس میدهد .

چرخ لنگر
در موتورهای چند سیلندر زمانهای قدرت پشت سر هم به وجود میآید و یا این که مقداری با هم اشتراک دارند یعنی هنوز یک زمان قدرت به پایان نرسیده قدرت دیگر تولید میشود و به این ترتیب قدرت به طور یکنواخت تولید میگردد. با این حال جریان قدرت به اندازه مطلوب یکنواخت نیست. اگر قدرت موتور باز هم یکنواختتر گردد موتور آرامتر کار خواهد کرد. برای رسیدن به این هدف از چرخ لنگر (فلایول) استفاده میشود، چرخ لنگر یک فلکه نسبتاً سنگین میباشد که به عقب میل لنگ موتور متصل شده است.
برای این که بهتر به کار چرخ لنگر پی ببریم یک موتور تک سیلندر را در نظر میگیریم. این موتور در هر چهار زمان یک زمان قدرت دارد. در ضمن زمانهای سه گانه دیگر یعنی در زمان تنفس که خطوط هوا و بنزین وارد سیلندر میشود، و در زمان تراکم که مخلوط در داخل سیلندر میگردد، و همچنین در زمان تخلیه که گازهای سوخته از سیلندر به خارج رانده میشود، موتور مقداری انرژی مصرف میکند. بنابراین در زمان قدرت، موتور سرعت میگیرد و در زمانهای دیگر سرعت خود را از دست میدهد. هر چرخ یا فلکهای که حرکت دورانی داشته باشد از آن جمله فلایول همیشه مایل است حالت حرکت خود را حفظ کند و یا به عبارت دیگر در مقابل تغییر سرعت از خود مقاومت نشان میدهد (این تمای به علت اینرسی ماده میباشد). هنگامی که موتور به افزایش سرعت میل داشته باشد، چرخ لنگر در مقابل آن مقاومت میکند، موقعی که موتور به کاهش سرعت میل داشته باشد باز چرخ لنگر در مقابل آن مقاومت میکند.
با وجود این در موتورهای تک سیلندر مقداری افزایش و کاهش سرعت وجود دارد ولی فلایول این تغییرات سرعت را به حداقل ممکن میرساند. در حقیقت چرخ لنگر مقداری از انرژی موتور را در زمان قدرت و افزایش سرعت در خود ذخیره میکند و بعد در زمان هائی که موتور قدرت تولید نمیکند آن را به موتور پس میدهد. در موتورهای چند سیلندر نیز چرخ لنگر به همین روش کار میکند و ماگزیمم سرعت را به هم نزدیک میکند و سرعت را یکنواخت مینماید. علاوه بر این فلایول محلی برای نگهداری قطعات کلاچ فراهم میسازد. ضمناً روی فلایول دندهای وجود دارد که در موقع استارت زدن یا روشن کردن موتور با دنده محرک استارت درگیر میشود.
ارتعاش گیر یا ضربهگیر میل لنگ
میل لنگ در معرض نیروهای مختلف و متناوب قرار دارد و در آن ارتعاشات پیچشی به وجود میآید. ارتعاشات متناوب، باعث تاب برداشتن میل لنگ میشود. پیچش ناموزون در جلوی میل لنگ، در سرعت معینی اتفاق میافتد. مثلاً ممکن است در دورهای1200، 1600 یا 2400 دور در دقیقه به حداکثر برسد. شدت ارتعاشات در دورهای بین 1200 تا 1600 دور در دقیقه است و نیز در فاصله بین 1600 تا 2400 ارتعاشات میل لنگ تشدید میگردد.
ارتعاشات میل لنگ را به وسیله ارتعاش گیر کاهش میدهند. ارتعاشگیر، از یک فلایول کوچک که در جلوی میل لنگ به وسیله بوشهای لاستیکی و صفحه اصطکاکی به پولی یا چرخ دنده اتصال دارد، تشکیل شده است و همراه آن میگردد.
فلایوگیر، مانند فلایول انتهای میل لنگ در موقع ازدیاد ناگهانی سرعت، مقداری از انرژی را جذب نموده، در موقع کاهش دور، انرژی خود را به میل لنگ تحویل میدهد. در جلوی میل لنگ عواملی مانند دینام، واتر پمپ پروانه و غیر قرار دارد که همواره به نگه داشتن جلوی میل لنگ تمایل دارند. بنابراین برای حذف تأثیرات عوامل کاهنده سرعت، ارتعاشگیر کمک چشمگیری در کار میل لنگ میکند.
ارتعاشگیر وزنهای
به پولی میل لنگ متصل میباشند. در شکل سمت چپ، بوش لاستیکی بزرگی در چند موضع روی فلایول بسته میشود که از وسط لاستیک آن پیچهای اتصال دهنده عبور کرده، فلایول ارتعاشگیر را به پولی متصل میسازد. در شکل وسط، فلایول یک دیسک فولادی بزرگی است که به وسیله لاستیکهای وسط از میل لنگ نیرو گرفته یا به آن نیرو وارد میکند.

در شکل فلایول به وسیله یک فلانچ لاستیکی و یک درپوش به سر میل لنگ بسته میشود. فلانچ لاستیکی مانند بوشهای لاستیکی در دو نوع دیگر عمل میکند.
ارتعاشگیر هیدرولیکی
این ارتعاش براساس اینرسی فلایولی که در محفظهی روغن شناور است، کار میکند. پوسته یا محفظهی روغن به دنده سر میل لنگ بسته شده، همراه آن گردش میکند. فلایول داخل روغن بر اثر نیروی اصطکاک روغن، دیرتر از میل لنگ، انرژی اخذ میکند. همچنین دیرتر از حرکت باز میایستد و لذا ارتعاش میل لنگ را خنثی میکند. شکل (15ـ6)

تاریخچه و تکامل یاتاقان ها
یک نوع متقدم از یاتاقانهای خطی از سه بدنه استفاده میکند که بر روی هم و در زیر قلم بند قرار دارند. گرچه هیچ مدرک قاطعی وجود ندارد اما این تکنولوژی ممکن است به قدمت ساخت اهرام گیزا باشد. یاتاقانهای خطی مدرن از اصول مشابهی استفاده میکنند با این تفاوت که بعضی مواقع از ساچمه به جای غلتک استفاده میشود.
اجزاء نخستین ساچمههای ساده و غلتکی، چوب بودهاست اما سرامیک، یاقوت کبود و شیشه نیز کاربرد داشتند. آهن، برنز و فولادهای دیگر، سرامیکها و پلاستیک (برای مثال نایلون، پولی اکسی متیلین، تفلون و UHMWPE) همگی امروز معمولند. یک ساعت جیبی مرصع برای کاهش اصکاک از سنگها استفاده میکند و با این کار اجازه میدهد که زمان دقیق تر نگه داشته شود. حتی مواد قدیمی هم میتوانند دوام خوبی داشته باشند. برای مثال، یاتاقانهای چوبی امروزه هنوز هم میتوانند در آسیابهای آبی قدیمی دیده بشوند که آب، سرما و روانکاری اش را تأمین میکند.
یاتاقانهای چرخشی برای برای بسیاری از کاربردها مورد نیازند؛ از کاربردهای سنگین در محور چرخها و شفتهای ماشین گرفته تا قسمتهای دقیق ساعتها. سادهترین یاتاقان چرخشی یاتاقان بوش است که فقط یک سیلندر است که بین چرخ و محورش وارد میشود؛ این ساختار بوسیله یاتاقان غلتشی ادامه پیدا کرد که در آن بوش بوسیله تعدادی غلتک سیلندری جایگزین شد. هر غلتک به عنوان یک چرخ جدا رفتار میکند. اولین یاتاقان غلتکی اتاق دار عملی در اواسط دهه ۱۷۴۰ میلادی بوسیله جان هریسون که ساعت ساز بود برای یک کارمند وقت نگهدار دریائی ابداع شد.. این وسیله از یاتاقان برای یک حرکت نوسانی بسیار محدود استفاده کرد ولی او همچنین در همان زمان از یک یاتاقان مشابه در یک وسیله واقعا دوار در یک ساعت معمولی نیز استفاده کرد.
یک مثال قدیمی از بلبرینگ چوبی که یک میز چرخنده را پشتیبانی میکرد، از کشتی رومی نمیدر دریاچه نمیبه جا ماندهاست. خرابی کشتی به ۴۰ قبل از میلاد برمی گردد. گفته میشود لئوناردو داوینچی یک نوع یاتاقان ساچمهای (بلبرینگ) را در حدود سال ۱۵۰۰ شرح دادهاست. مسئلهای در ارتباط با بلبرینگها، مالش ساچمهها در مقابل یک دیگر است که موجب اصکاک مضاعف میشود. اما مالش میتواند بوسیله محبوس کردن ساچمهها درون یک قفس جلوگیری شود. یاتاقان غلتشی اتاق دار در اصل بوسیله گالیله در دهه ۱۹۶۰ شرح داده شد. قرار دادن یاتاقانها در یک ردیف تا سالها زیادی بعد از آن انجام نشد. اولین امتیاز حق ثبت کاسه ساچمه متعلق به فیلیپ وگان از کارمارتن در ۱۷۹۴ بود.
ایده فردریش فیشر در سال ۱۸۸۳ برای فرزکاری و سنگ زدن ساچمهها در اندازهها و گردی یکسان به کمک وسیلهای با ماشین تولید مناسب، اساس خلق یک صنعت مستقل بلبرینگ سازی را ایجاد داد.
یک حق امتیازی که به عنوان اولین حق امتیاز گزارش شدهاست، به یک تعمیرکار دوچرخه پاریسی در آگوست ۱۸۶۹رسید. این یاتاقانها سپس در دوچرخهای که بوسیله جیمز مور در اولین دوره مسابقات جهانی دوچرخه سواری در جاده پاریس- روئن در نوامبر ۱۸۶۹به مقام قهرمانی رسید، گنجانده شد.
طراحی مدرن یاتاقان خود تنظیم به اسون وینگوئیست از شرکت تولید کننده بلبرینگ skf در سال ۱۹۰۷ مربوط میشد. هنری تیمکن، یک رویاگرا و مبتکر در صنعت حمل و نقل در قرن ۱۹، امتیاز یاتاقان با غلتک مخروطی را در ۱۸۹۸به ثبت رساند. سال بعدش، او یک شرکت تأسیس کرد تا ابداعش را به تولید برساند. در طول یک سده، شرکت آنقدر رشد کرد که یاتاقانها را از همه نوعی درست میکرد؛ به خصوص فولاد و ارائه محصولات و خدمات مربوطه اش.
اریش فرانکه در سال ۱۹۳۴ بلبرینگ کاسه سیمی را اختراع و به ثبت رساند. توجه او در طراحی یاتاقان بر کوچک بودن سطح مقطع تا حداقل مقدار ممکن بود که بتواند در یک طراحی بسته جمع بشود. بعد از جنگ جهانی دوم او به همراه گرهارد هیدریچ، شرکت «فرانک و گرهارد» را تأسیس کرد تا به تولید و بسط بلبرینگ کاسه سیمی سرعت ببخشد.
شرکت تیمکن، شرکت SKF، گروه شافلر (خصوصی)، شرکت NSK، و شرکت یاتاقان سازی NTN در حال حاضر بزرگترین تولیدکنندگان یاتاقان در جهانند.
امروزه، یاتاقانها در کاربردهای متنوعی به کار میروند. یاتاقانهای فوق سریع در قطعات دستی دندانپزشکی به کار میرود، یاتاقانهای هوافضائی در مریخ نورد به کار رفتهاند، و یاتاقانهای خمشی در سیستمهای همتراز نوری استفاده شدهاند.
تغییر شکل فلزات
فلز مادهای است که میتوان آن را صیقل داده و براق کرد، یا به طرحهای گوناگون در آورد و از آن مفتولهای سیمی ظریف تهیه کرد. فلز جسمی است که آزمایشهای مربوط به گرما و مهمتر از همه جریان الکتریکی را به خوبی هدایت میکند. فلزات با یکدیگر فرق زیادی دارند، از جمله در رنگ و سختی و نرمی، تعدادی از آنها ممکن است به آسانی خم شده و یا خیلی محکم و مقاوم باشند
شکل واقعی فلزات
شکل واقعی فلزات به اندازه یون و تعداد الکترونهایی که هر یون در حوزه اشتراکی دارد و انرژی یونها و الکترونها بستگی دارد. هر قدر فلز گرمتر شود این انرژی زیادتر خواهد شد. پس فلزات گوناگون ممکن است طرحهای گوناگونی به خود بگیرند. یک فلز ممکن است در حرارتهای مختلف، طرحهای متنوعی را اختیار کند، اما در بیشتر آرایشها، یونها کاملاً پهلوی هم قرار دارند، و معمولاً تراکم در فلزات زیادتر از دیگر مواد است. اختلافات عمده فلزات و دیگر جامدات و مایعات.فلزات هادی خوب برق هستند. چون الکترونهای آنها برای حرکت مانعی ندارند. همه فلزات جامد و مایع گروهی الکترون آزاد دارند، طبعا همه فلزات هادیهای خوب الکتریسیته هستند. به این سبب فلزات از دیگر گروههای عناصر، کاملاً متفاوت دارد.
اختلاف عمده فلزات و دیگر جامدات و مایعات، در توانایی هدایت گرما و الکتریسیته است. هادی خوب آزمایشهای مربوط به گرما جسمی است که ذرات آن طوری تنظیم شوند که بتوانند آزادانه نوسان یافته و به ذرات مجاور خود نیز امکان نوسان آزاد را بدهند. "گرم شدن" همان نوسانات سریع یونها و الکترونها است. در فلزات چون گروه الکترونها، غبار مانند یونها را احاطه میکنند، طبعا هادیهای خوبی برای حرارت هستند «رسانش گرمایی فلزات).
مقاومت مکانیکی فلز
مقصود آن مقدار باری است که فلز میتواند تحمل کرده، نشکند. بسیاری از فلزات، وقتی گرم هستند، اگر تحت فشار قرار گیرند، شکل خود را زیادتر از موقعی که سرد هستند، تغییر میدهند. بسیاری از فلزات در زیر فشار متغییر مانند نوسانات، آسانتر از موقعی که سنگین باری را تحمل میکنند، میشکنند.
علت درخشش فلزات
دلیل اول آن است که با طرح ریزی و براق کردن صحیح میتوان فلزات را به شکل خیلی صاف تهیه کرد. گر چه آنها نیز تصاویر را خوب منعکس میکنند، ولی ظاهر سفید و درخشان بیشتر قطعات فلزی صیقلی شده را ندارند. بطور کلی جلا و درخشندگی فلز بستگی دارد به گروه الکترونهای آن دارد.الکترونها میتوانند هر نوع انرژی را که به روی فلزات میافتد جذب کنند؛ زیرا در حرکت آزاد هستند. بیشتر انرژی الکترونها از تابش نوری است که به آنها میافتد، خواه نور آفتاب باشد یا نور برق. اکثر فلزات همه انرژی جذب شده را پس میدهند، به همین دلیل، نه تنها درخشان بلکه سفید به نظر میآیند.
علت تغییر شکل فلزات
بسیاری از فلزات در حرارت ویژهای، آرایش یونهای خود را تغییر میدهند. با تغییر ترتیب آرایش یونهای بسیاری از خصوصیات دیگر فلز نیز دگرگون میشود و ممکن است فلز کم و بیش شکننده، قردار، بادوام و قابل انحنا شود یا اینکه انجام کار با آن آسان گردد. بسیاری از فلزات در هنگام سرد بودن، به سختی تغییر شکل میپذیرند. بیشتر فلزات جامد را به زحمت میتوان در اثر کوبیدن به صورت ورقه و مفتولهای سیم در آورده، ولی اگر فلز گرم شود، انجام هر دو آسان است.
بسیاری از قطعات آلومینیمی به همان روش و با استفاده از همان دستگاه هایی شکل داده می شوند که برای شکل دادن فلزاتی چون فولاد ، مس و غیره به کار می رود اما در شکل دادن آلومینیم و آلیاژهیا آن برای دستیابی به شکل مورد نظر باید چندین مطلب مهم را در نظر گرفت از میان خواص مشخص آلومینیم می توان خواص زیر را نامب رد آلومینم سطحی نرمتر از فولاد دارد آلومینیم در مقابل شیار ( شکاف ) حساس است آولومینم اگر تحت خمش قرار بگیرد تمایل قابل توجه ای در بر گشتنب ه حالت اولیه خود دارد ( فنریت بالا)آلومینیم ضریب انتساط حرارتی و قابلیت حدایت حرارتی زیادی دارد سطح آلومینم به آسانی آسیب می بیند بنابراین تولیدات نیمه تمام و قطعات تمام شده آلومینیم باید در موقع جابه جایی کل شود و از اکسیژن یا شراندن آن بر روی میز کار و کف زمین پرهیز کرد از آلودگی سطح فلزی آلومینیم با ذرات فلزات سنگین باید پرهیز شود زیرا در صورت وجود رطوبت به خودگی آلومینیم کمک می کند.
آلومینم دارای فنریت زیادی است وقتی آلومینیم خم یا تا شود قابلیت انعطاف ( فنریت ) خیره کننده در مقایسه با قابیت انعطاف ( فنریت ) فولاد معمولی از خود نشان می دهد هر چه آلیاژ سخت تر باشد فنریت آن بیشتر است برگشت پذیری را می توان با خم کردن بیش از اندازه جبران کرد ولی مقدار صحیح و مطلوب آن برای کار مورد نظر را باید از طریق آزمایش و خظا تعیین کرد فنریت زیاد آلومینم در مقایسه با فولاد هب علت مدول الاستیکی نسبتا پایین آن است بیش از حد گرم کردن ماده آلومینیمی در دماهای غیر مجاز حتی به مدت بسیار کوتاه آسیب جبران ناپذیریبه فلز می رساند آن قدر که بریا برازندگی آن با کار باید آن را دوباره ذوب کرد بنابر این در کلیه عملیات کار گرم باید دقت دما را کنترل کرد.اغلب عملیات شکل دادن آلومینیم در حالت سرد انجام می گیرد زیرا وقتی پوفیلی با رویه نازک و روق های نازک حرادت داده می شوند امکان تاب خوردن آنها وجود دارد نیروی لازم برای تغییر شکل آلومینیم کمتر از فولاد است نرمی آلومینیم به خود ماده ( نوع آلیاژ ) و حالت آن بستگی دارد وضعیت آلومینیم مانند هر فلز دیگری در اثر کار سرد تغییر می کند تاثیر کار سرد بر آلومینم از این قرار است ماده مستحکم تر و سخت تر می شود در قطعه تنش تولید می شود اگر تغییر شکل از ظرفیت تغییر شکل پذیری فلز بیشتر شود کار سرد مممکن است باعث ترک خوردن آن شود راحت ترین ماده آلومینیمی از نظر تغییر شکل و نرمی آلویمینم حالص آلومینیم تصفیه شده و آلیاژ Al-Mn در حالت نرم است.
آلومینیم خالص و آلیاژهای آلومینیم در حالت نیمه سخت و آلیاژهای پیر سختی پذیر در حالت نرم در حال کار پذیر هستند گر چه کارپذیری آن ها کمتر از موادبیشتر شاد شده است آلیاژ های آلومینیم در حالت سخت یا حالات کاملا پیر سهت شده به مقدار کمی کار پذیرند و به طور کلی کارپذیری آنها بسیار مشکل است.آلیاژ ها از آلومینیم شامل عنصر لیتیم تولید شده اند که اهمیت ویژه ای در صنایع هوا – فضا یافته اند چگالی لیتیم 534% است نتیجتا چگالی آلیاژ های Al-Liمی تواند حدود 10 درصد کمتر از دیگر آلیاژ های متداول آلویمنیم باشد این وزن کم می تواند باعث استخکام ویژه بسیار خوب این آلیاژ برای کاربرد های هوا – فضایی باشد آهنگ رشد ترک خستگی در این آلیاژها پایین است که باعث بهبود مقاومت خستگی و سفتی ( تافنس ) خوب آن آلیاژ ها در دماهای پایین می شود.
آلیاژ های Al-Liدر ساخت کف بدنه و اکلت هواپیما های نظامی و تجاری به کار می روند. آلیاژ ها از آلومینیم شامل عنصر لیتیم تولید شده اند که اهمیت ویژه ای در صنایع هوا – فضا یافته اند چگالی لیتیم 534% است نتیجتا چگالی آلیاژ های Al-Liمی تواند حدود 10 درصد کمتر از دیگر آلیاژ های متداول آلویمنیم باشد این وزن کم می تواند باعث استخکام ویژه بسیار خوب این آلیاژ برای کاربرد های هوا – فضایی باشد آهنگ رشد ترک خستگی در این آلیاژها پایین است که باعث بهبود مقاومت خستگی و سفتی ( تافنس ) خوب آن آلیاژ ها در دماهای پایین می شود آلیاژ های Al-Liدر ساخت کف بدنه و اکلت هواپیما های نظامی و تجاری به کار می روند .
آلیاژ ها از آلومینیم شامل عنصر لیتیم تولید شده اند که اهمیت ویژه ای در صنایع هوا – فضا یافته اند چگالی لیتیم 534% است نتیجتا چگالی آلیاژ های Al-Liمی تواند حدود 10 درصد کمتر از دیگر آلیاژ های متداول آلویمنیم باشد این وزن کم می تواند باعث استخکام ویژه بسیار خوب این آلیاژ برای کاربرد های هوا – فضایی باشد آهنگ رشد ترک خستگی در این آلیاژها پایین است که باعث بهبود مقاومت خستگی و سفتی ( تافنس ) خوب آن آلیاژ ها در دماهای پایین می شود آلیاژ های Al-Liدر ساخت کف بدنه و اکلت هواپیما های نظامی و تجاری به کار می روند استکام بالای آلیاژهای Al-Li ناشی از قابلیت آن ها برای پیر سختی است مهمترین زمینه های کاربرد آلومینم در صنایع عبارتند از :1- مصارف خانگی نظیر ظروف 2- مصارف ساختمانی نظیر در و پنجره 3- مصارف تاسیساتی نظیر لوله و اتصالات 4- مصارف صنایع فضایی5- مصارف اتومبیل سازی 6- مصارف کشتی سازی بدنه پروانه پمپ 7- مصارف تجاری و بسته بندی چای مواد لبنی ضخامت تا 10 میکرون 8- مصارف الکتریکی : نظیر کابل ها .
بسیاری از قطعات آلومینیمی به همان روشو با استفاده از همان دستگاه هایی شکل داده می شوند که برای شکل دادن فلزاتی چون فولاد ، مس و غیره به کار می رود اما در شکل دادن آلومینیم و آلیاژهیا آن برای دستیابی به شکل مورد نظر باید چندین مطلب مهم را در نظر گرفت از میان خواص مشخص آلومینیم می توان خواص زیر را نامب رد آلومینم سطحی نرمتر از فولاد دارد آلومینیم در مقابل شیار ( شکاف ) حساس است.
آلومینیوم اگر تحت خمش قرار بگیرد تمایل قابل توجه ای در بر گشتنب ه حالت اولیه خود دارد ( فنریت بالا)آلومینیم ضریب انتساط حرارتی و قابلیت حدایت حرارتی زیادی دارد سطح آلومینم به آسانی آسیب می بیند بنابراین تولیدات نیمه تمام و قطعات تمام شده آلومینیم باید در موقع جابه جایی کل شود و از اکسیژن یا شراندن آن بر روی میز کار و کف زمین پرهیز کرد از آلودگی سطح فلزی آلومینیم با ذرات فلزات سنگین باید پرهیز شود زیرا در صورت وجود رطوبت به خودگی آلومینیم کمک می کند آلومینم دارای فنریت زیادی است.
وقتی آلومینیم خم یا تا شود قابلیت انعطاف ( فنریت ) خیره کننده در مقایسه با قابیت انعطاف ( فنریت ) فولاد معمولی از خود نشان می دهد هر چه آلیاژ سخت تر باشد فنریت آن بیشتر است برگشت پذیری را می توان با خم کردن بیش از اندازه جبران کرد ولی مقدار صحیح و مطلوب آن برای کار مورد نظر را باید از طریق آزمایش و خظا تعیین کرد فنریت زیاد آلومینم در مقایسه با فولاد هب علت مدول الاستیکی نسبتا پایین آن است بیش از حد گرم کردن ماده آلومینیمی در دماهای غیر مجاز حتی به مدت بسیار کوتاه آسیب جبران ناپذیریبه فلز می رساند آن قدر که بریا برازندگی آن با کار باید آن را دوباره ذوب کرد بنابر این در کلیه عملیات کار گرم باید دقت دما را کنترل کرد .
انواع تغییر شکل:
بررسی مکانیزمهای ایجاد ترک و مکانیزمهای متفاوت رشد سریع یا در حد بحرانی ترک و رشد آرام و پایینتر از رشد بحرانی از اهمیت ویژه صنعتی برخوردارند. بررسی فعل و انفعالات فیزیکی که به هنگام شکست روی میدهد چندان ساده نیست، زیرا چگونگی ایجاد ترک و رشد آن و بالاخره نوع شکست در مواد کریستالی به جنس، ساختار شبکه کریستالی، ریزساختار و از آنجا که قطعات معمولا به طور کامل سالم و بدون عیب نیستند به نوع، اندازه و موقعیت عیب، نوع و حالت تنش وارد بر آنها بستگی خواهد داشت. معمولا شکست درفلزات به شکست نرم و شکست ترد تقسیم می شود.در صنعت هدف، کنترل و به تعویق انداختن شکست است.
شکست نرم:
بسیاری از فلزات و آلیاژهای آنها، به ویژه آنهایی که دارای شبکه fcc هستند، مانند آلومینیوم و آلیاژهای آن، در تمام درجه حرارتها، شکست نرم خواهند داشت. شکست نرم به آرامی و پس از تغییر شکل پلاستیکی زیاد به ازای تنشی بالاتر از استحکام کششی ظاهر میشود. از مشخصات شکست نرم، تحت تاثیر تنش کششی، ظاهر گشتن گلویی یا نازکی موضعی و ایجاد حفره های بسیار ریز در درون قسمت گلویی و اتصال آنها به یکدیگر تا رسیدن به حد یک ترک ریز و رشد آرام ترک تا حد پارگی یا شکست نهایی است
مراحل مختلف شکست نرم در یک فلز انعطاف پذیر
در این نوع شکست علت ایجاد حفرهای ریز در محدوده گلویی میتواند تغییر شکل غیر یکنواخت ناشی از ناخالصیهای موجود در ماده اصلی زمینه باشد. لذا با ایجاد حفره های بسیار ریز در محدوده گلویی حالت تنش سه محوری برقرار میشود که منجر به ایجاد ترک میشود .
در طراحی و ساخت اجزای ماشین آلات و در ساختمان سازی، تنشهای وارد بر سازه های فلزی در محدوده الاستیکی انتخاب میشود. بنابراین در کاربرد صنعتی، شکست در حالت تنش استاتیکی در مواد انعطاف پذیر ( داکتیل ) یک پیشامد نامطلوب است.
ترک داخلی در نا حیه نازک شده در نمونه کششی مس با خلوص بالا
شکست ترد:
شکست ترد معمولا در فلزاتی با ساختار کریستالی مکعب مرکزدار(bcc ) و هگزاگونال متراکم (hcp) و آلیاژهای آنها در درجه حرارتهای پایین ( معمولا پایینتر از دمای معمولی محیط ) و سرعتهای تغییر شکل بالا بطور ناگهانی ظاهر میشود. شکست ترد در امتداد صفحه کریستالی معینی، به نام صفحه کلیواژ، انجام میگیرد. در شکست ترد عموما تغییر شکل پلاستیکی قابل توجهی در منطقه شکست مشاهده نمیشود.نظریه شکست ابتدا علت شکست را این چنین بیان کرد که تمام پیوندهای اتمی در امتداد صفحه شکست هم زمان با هم گسیخته میشوند. بدین ترتیب که با ازدیاد تنش فاصله اتمها از یکدیگر دور میشوند ودر نهایت به محض اینکه تنش به حد تنش شکست ( تنش بحرانی ) رسید، در نتیجه گسستن تمامی پیوندهای اتمی در صفحه عمود بر امتداد کشش، شکست پدیدار میشود.در جدول زیر تنشهای بحرانی عمود بر صفحات کریستالی معین در چند تک کریستال برای شکست داده شده است.
شکست ترد وتعدادی از تک کریستالها
عملا تنش لازم برای شکست مواد لازم فلزی به اندازه قابل توجهی کمتراز تنش شکست محا سبه شده ا ز طریق تئوری است . بنابراین فعل وانفعال شکست نمیتواند از طریق گسستن همزمان تمامی پیوند های اتمی درامتداد سطح شکست صورت گیرد. بد ین ترتیب فعل و انفعالات شکست عملا بیشتر از طریق ایجاد یک ترک بسیار ریز به عنوان منشا ترک و رشد و پیشروی آن انجام میگیرد . برای پیشروی ترک د ر یک ماده لازم است مقدار تنش متمرکز در نوک ترک از استحکام کششی در آن موضع فراتر رود . د ر مواردی که شرایط برای پیشروی منشا ترک مساعد نیست ترک می تواند متوقف گشته وشکست پدیدار نشود.
تئوری گریفیت:
او چنین بیان می کند که در ماده ای که حاوی تعدادی ترک بسیار ریز باطول معینی است ، همین که مقدار تنش متمرکز درنوک ترک ، حداقل به مقدار تنش لازم برای گسستن پیوندهای اتمی د رآن موضع ( استحکام کششی ) رسید، شکست ظاهر میشود . باپیشرفت ترک ، سطح ترک افزایش می یابد . این مطلب بدین معنی است که برای ایجاد این سطح باید انرژی به کار برده شود . این مقدار انرژی از انرژی تغییر شکل کسب می شود.
بنابراین فرضیه گریفیت علت پدیدار گشتن شکست ترد را وجود ترکها و خراشهای سطحی بسیار ریز ( با اندازه بحرانی) و پائین بودن استحکام را د رآن مواضع می داند . اماموادب هم وجود دارد که بد ون داشتن ترکهای سطحی بسیار ریز شکست ترد د ر آنها پدیدار می شود . بنابراین د ر این گونه مواد هم باید فعل وانفعالاتی صورت گیرد که موجب به وجود آمدن تمرکز تنش وفراتر رفتن موضعی مقدارتنش از استحکام کششی ود رنتیجه ایجاد منشا ترک شود. زنر و اشترو مکانیزم این فعل و انفعال راچنین بیان داشتند که در حین تغییر شکل پلا ستیکی نابجاییها در پشت موانع ( مانند مرزدانه ها ومرز مشترک د و قلوییها ) تجمع یافته وبدین ترتیب در زیر نیم صفحه های مربوط به این نابجاییها ترکهای بسیار ریزی ایجاد می شود .
این ترکهای بسیار ریزهمچنین می تواند محلهای مناسبی برای نفوذ عناصری مانند اکسیژن ، ازت وکربن درآنها وایجاد فازهای ثانوی ترد ودر نتیجه شکست ترد باشند. چنین رفتار ترد د ر شکست ترد مس باوجود عناصری مانند آنتیموان وآهن همراه بااکسیژن مشاهده شده است .
مکانیزم ایجاد ترک از طریق نابجاییها
الف) تجمع نابجائیها در پشت مرز دانه ها (Zener)
ب) تلاقی نابجائیها (Cottrell)
کاترل مکانیزم د ومی رابرای ایجاد منشا ترک ارائه کرد. بد ین صورت که منشا ترکهای ریز می تواند د ر اثر تلا قی د و صفحه لغزش بایکد یگر ، د ر نتیجه د ر هم آمیختن نابجاییها د ر محل تلا قی آن د و صفحه و ایجاد نابجاییها ی جد ید ، ناشی شود، این مکانیز م می تواند د لیلی برای ایجاد سطح شکست ( صفحه کلیواژ ) مشاهده شده د ر صفحه (001 ) د ر فلزات باساختار کریستالی مکعب مرکزدار (bcc ) باشد.
درفلزات چندین کریستالی شکست تر د میتواند به صورت برون دانه ای ( بین دانه ای) و یا درون دانه ای باشد.شکست برون دانه ای در بین دانه ها د ر امتداد مرز دانه ها ظاهر می شود. د لیل این نوع شکست بیشتر میتواند وجود ناخالصیها یا جدایش و رسوب عناصر یا فازهای ترد و شکننده د ر امتداد مرز دانه ها باشد. شکست ترد درفلزات بیشتر به صورت درون دانه ای است . بدین ترتیب که ترک د ر داخل دانه ها گسترش می یابد. د رجه حرارت و سرعت تغییر شکل تاثیر مخالفی برروی نوع شکست خواهد داشت ، به طوری که باکاهش درجه حرارت و ازد یاد سرعت تغییر شکل ، تمایل برای شکست ترد به صورت درون دانه ای د ر حین خزش د ر نتیجه تغییرات شیمیائی دراثر اکسیداسیون ممکن خواهد بود. چنانچه اکسیداسیون برون دانه ای در فلزات صورت گیرد، تنش شکست بسیار کاهش می یابد.
تافنس شکست:
چنانچه در جسمی ترک وجود داشته باشد، د راین صورت استحکام آن جسم استحکامی نیست که از طریق آزمایش کشش به دست می آید ، بلکه آن کمتر است. د راین صورت مسئله ترک واشاعه آن اهمیت پیدا می کند. در اینجا تافنس شکست به رفتار مکانیکی اجسام ، شامل ترک یاد یگر عیوب بسیار ریز سطحی یاداخلی مربوط میشود. البته م یتوان اذعان کرد که عموما تمام اجسام عاری از عیب نبوده و شامل عیوبی هستند . دراین صورت آن چه که د رطراحی و اتنخاب مواد برای ما اهمیت صنعتی ویژه ای دارد ، مشخص کردن حد اکثر تش قابل تحمل برای جسمی است که شامل عیبی با شکل و اندازه معینی است . بنابراین به کمک تافنس شکست می توان توانایی جسمی که بطور کامل سالم نیست راد رمقابل یک بار خارجی وارد برجسم سنجید.معمولابرای تعیین تافنس شکست از آزمایش کشش برروی نمونه آماده شده ای از جنس معین که ترکی بطول وشکل معینی برطبق استاندارد درسطح یاداخل نمونه بطورعمد ایجاد شده استفاده می شود، شکل نمونه به گونه ای د ر دستگاه آزمایش کشش قرار می گیرد که ترک ریز به صورت عمود برامتداد تنش کششی قرار گیرد.
اکنون این سئوال مطرح می شود که به ازای چه مقداری از تنش s جوانه ترک مصنوعی د ر داخل جسم گسترش می یابد تاحدی که منجر به شکست نمونه شود . در اطراف این ترک تنش به صورت پیچیده ای توزیع می شود. حداکثر تنش کششی ایجاد شده د ر راس ترک بزرگتر از خارجیs است و تنش بحرانی ( sc ) نامیده میشود.تا زمانی که sc کوچکتراز استحکام کششی است نمونه نمی شکند .با وارد آمدن تنش به نمونه د ر محدوده الاستیکی ابتدا انرژی پتانسیل در نمونه ذ خیره می شود . موقعی که ترک شروع به رشد می کند بین مقدارکاهش انرژی پتانسیل ذخیره شده د رنمونه وانرژی سطحی ناشی از رشد ترک تعادل برقرار است . تازمانی رشد ترک ادامه پیدا می کند که از انرژی الاستیکی کاسته و به انرژی سطحی افزوده شود، یعنی تالحظه ای که شکست ظاهر گرد د .ابتدا گریفیث با توجه به روابط مربوط به انرژی پتانسیل ذ خیره شده و انرژی سطحی ترک در ماده الاستیکی ،مانند شیشه و تغییر و تبد یل آنها به یک د یگررابطه زیر را ارائه کرد:
s=√2Egs ∕ pa
این رابطه برای حالت تنش د و بعدی برقرار است . gs د ر این رابطه انرژی سطحی ویژه و E مد ول الاستیکی ماده است .برای حالت تغییر شکل د و بعدی ( حالت تنش سه بعدی باصرفنظر از تغییر شکل د ربعد سوم ) رابطه زیر را ارائه کرد:
(s = √ 2Egs ∕ pa(1_ n²
لازم به تذکر است که رابطه گریفیث برای یک ماده الاستیکی شامل ترک بسیار ریز باراس ترک تیز ارائه شد و این رابطه ترک باشعاع راس ترک 0≠r را شامل نمی شو د . بنابراین رابطه گریفیث شرط لازم برای تخریب است ، اما شرط کافی نیست .
در رابطه گریفیث انرژی تغییر شکل پلاستیکی در نظر گرفته نشده است . ازاین ر و اروان انرژی تغییر شکل پلاستیکی ، که برای فلزات و پلیمرها در فرآیند شکست قابل توجه است رادر نظر گرفت و رابطه زیر راارائه کرد:
s = √ 2E(gs+gp) ∕ pa
سپس اروین رابطه گریفیث را برای موادی که قابلیت تغییر شکل پلاستیکی دارند ، به کار برد و باتوجه به میزان رها شدن انرژی تغییر شکل الاستیکی در واحد طول ترک د رحین رشد (G) رابطه زیر را برای حالت تنش د و بعدی ارائه داد :
s = √ EG ∕ pa
بامقایسه با رابطه قبل (gs+gp) 2 = s است . بد ین ترتیب د ر لحظه ناپایداری ، وقتی میزان رها شد ن انزژی تغییر شکل الاستیکی به یک مقدار بحرانی رسید ، شکست پدیدار می شود. در این صورت در لحظه شکست :
برای حالت تنش دو بعدی Gc=pasc²∕E
برای حالت کرنش دو بعدیGc= pa(1- n² ) sc² ∕ E = Kc² ∕ E
Gcمقیاسی برای تافنس شکست یک ماده بوده و مقدار آن برای هر ماده ای ثابت و معین است . بامعلوم بودن این کمیت می توان مشخص کرد که مقدارa به چه اندازه ای باید برسد تاجسم بشکند . بدین ترتیب این رابطه در مکانیزم شکست اهمیت دارد. هرچقدر Gcکوچکتر باشد ، تافنس کمتر یا به عبارتی ماده تردتراست .رابطه زیر را برای حالت تنش دو بعدی می توان به صورت زیر نوشت :
Gc = √ EGc ∕ pa
و برای شرایط تغییر شکل نسبی د و بعدی رابطه زیر ارائه شده است :
(s = √ EGc ∕ pa(1_n²
تعیین تنش شکست بحرانی sc کار چندان ساده ای نیست . اما می توان گفت که به ازای تنشهای جسم باوجود ترک هنوز نمی شکند . از این رو تنش درحد پاینتر از مقدار بحرانی با ضریب شدت تنش K توصیف و رابطه زیر برای آن ارائه شد ه است :
K= fs√ pa
در این رابطه f ضریب هند سه نمونه معیوب ، s تنش اعمالی وa اندازه عیب است ، در شکل تئوری گریفیث اگر عرض نمونه نامحدود فرض شود ، دراین صورت 1 = f است . با انجام آزمایش روی نمونه ای با اندازه معینی از عیب می توان مقدار k ، که به ازای آن ترک شروع به رشد کرده و موجب شکست میشود ، را تعیین کرد . این ضریب شدت تنش بحرانی به عنوان تافنس شکست نامیده میشود و به Kc نشان داده میشود .اماازطرفی ، همچنین به ازای تنش ثابتی درحد کوچکتر از استحکام کششی باافزایش کند ترک ، طول ترک (a) میتواند به مقدار بحرانی برسد و به ازای آن نمونه تخریب شود.
تافنس شکست (Kc) از فولادی با تنش تسلیم MN.m2 2070 با افزایش ضخامت تا تافنس شکست در حالت تغییر شکل صفحه ای (دو بعدی) کاهش می یابد.
کمیتهای Kcو Gc بستگی به ضخامت نمونه دارد. همین که ضخامت نمونه افزایش یافت ، تافنس شکست Kcتا مقدار ثابتی کاهش می یابد ، این مقدار ثابت Kc تافنس شکست تغییر شکل نسبی دو بعدی KIc نامیده می شود . Kc کمیتی مستقل از اندازه نمونه است و در محاسبه استحکام که مستلزم اطمینان بالاست ، به کار میرود .
بنابراین در طراحی در محاسبات باید روابط زیر توجه شود :
s< Kc ∕ √ pa
و در حالت تغییر شکل دو بعدی ( حالت تنش سه بعدی باناچیز بودن تغییر شکل در بعد سوم):
s< K1c ∕ √ pa
کمیتهای K1c و G1c نه فقط برای گسترش ترک ترد ونرم تعریف شد ه است ، بلکه همچنین برای شکست تحت شرایط تنش خوردگی ، خستگی و خزش نیز به کار میرود. در جداول زیر تافنس شکست تعدادی از مواد ارائه شده است .
تافنس شکست تعدادی از مواد طراحی
تافنس شکست در حالت تغییر طول نسبی دومحوری (KIc) تعدادی از مواد
اگر حد اکثر اندازه عیب موجود در قطعه a و مقدار تنش وارد برآن s باشد ، میتوان ماده ای را باتافنس شکست Kc یا K1c به اندازه کافی بالا ، که بتواند از رشد ترک جلوگیری کند، انتخاب کرد. همچنین اگر حداکثر اندازه مجاز عیب موجود درقطعه و تافنس شکست ماده ، یعنی Kc یا K1c، معلوم باشد در آن صورت میتوان حداکثر تنش قابل تحمل برای قطعه رامشخص کرد. از این رو میتوان اندازه تقریبی قطعه را تیین کرد، آن چنان که از پایینتر آمدن حداکثر تنش ایجاد شده از حد مجاز، اطمینان حاصل شود.
همچنین اگر ماده معینی انتخاب و اندازه قطعه و تنش وارد برآن مشخص شده باشد ، حد اکثر اندازه مجاز عیب قابل تحمل را میتوان به طور تقریب بدست آورد.
توانایی هرماده در مقابل رشد ترک به عوامل زیر بستگی دارد:
1- عیوب بزرگ ، تنش مجاز را کاهش میدهد. فنون خاص تولید، مانند جداسازی و کاهش ناخالصیهااز فلز مذاب و فشردن ذرات پودر در حالت داغ در تولید اجزای سرامیکی همگی میتواند موجب کاهش اندازه عیب شود و تافنس شکست را بهبود ببخشد.
2- در فلزات انعطاف پذیر ، ماده مجاور راس ترک میتواند تغییر فرم یابد . به طوری که سبب باز شدن راحت راس ترک و کاسته شدن از حساسیت آن شده و ضزیب شدت تنش را کاهش داده و از رشد ترک جلوگیری میکند معمولا افزایش استحکام فلز انعطاف پذیری را کاهش میدهد و سبب کاهش تافنس شکست میشود ، مانند سرامیکهاوتعداد زیادی از پلیمرها ، تافنس شکست بسیار پایینتر از فلزات دارند.
3- مواد ضخیمتر وصلبتر دارای تافنس شکست کمتر از مواد نازک هستند.4- افزایش سرعت وارد کردن بار، مانند سرعت وارد شدن بار د ر آزمایش ضربه ، نوعاتافنس شکست جسم را کاهش میدهد.5- افزایش درجه حرارت معمولا تافنس شکست راافزایش میدهد، همان گونه که د ر آزمایش ضربه این چنین است .6- با کوچک شدن اندازه دانه ها معمولا تافنس شکست بهبود مییابد ، د ر حالی که با وجود عیوب نقطه ای و نابجاییهای بیشتر تافنس شکست کاهش مییابد. بنابراین مواد سرامیکی دانه ریز میتواند مقاومت به رشد ترک را بهبود بخشند.