وبلاگ تخصصی مهندسی مکانیک
وبلاگ تخصصی مهندسی مکانیک کتاب،مقالات،نرم افزار،آموزش نرم افزار،حلال،جزوات،فیلم،کاتالوگ،پروژه،مجلات،سایت،اخبار،استاندارد،هندبوک، مهندسی مکانیک ،مهندسی مکانیک،کارشناسی ارشد مهندسی مکانیک،دکترا مهندسی مکانیک،مهندسی مکانیک، تلگرام ، تلگراموبلاگ تخصصی مهندسی مکانیک
وبلاگ تخصصی مهندسی مکانیک کتاب،مقالات،نرم افزار،آموزش نرم افزار،حلال،جزوات،فیلم،کاتالوگ،پروژه،مجلات،سایت،اخبار،استاندارد،هندبوک، مهندسی مکانیک ،مهندسی مکانیک،کارشناسی ارشد مهندسی مکانیک،دکترا مهندسی مکانیک،مهندسی مکانیک، تلگرام ، تلگرامدرباره من
 با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
ایجاد خان به روش فلو فرمینگ
روشی جدید برای ساخت خان لوله تفنگ ها
آشنایی با فلو فرمینگ :
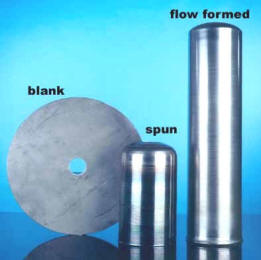
فلو فرمینگ1 یکی از روش های شکل دهی سرد و بدون براده برداری است. و برای ساخت قطعات لوله مانند بدون درز با دقت ابعادی بالا به کار می رود.
در فلوفرمینگ یک پیش فرم2 که شکل لوله مانند و متقارنی دارد در یک محور (ماندرل)3 جاسازی می شود.
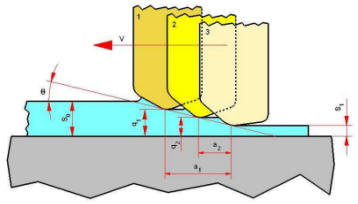
پیش فرم و محور آماده چرخش میشوند.سپس توسط غلتک هایی که با نیروی هیدرولیکی یا مکانیکی و کنترل کامپیوتری کار می کنند ، نیرویی فشاری بر سطح خارجی پیش فرم اعمال می شود. در این فرآیند معمولا از سه غلتک استفاده می شود.
مقدار کاهش ضخامت دیواره از قبل محاسبه می شود و با توجه به آن با یک یا چند بار عبور غلتک ها ،ماده بالاتر از استحکام تسلیم4 فشرده شده و به صورت پلاستیک تغییر شکل می دهد و به جلو رانده می شود.
شکل نهایی قطعه کار وقتی به دست می آید که قطر خارجی و ضخامت دیواره ی یش فرم کاهش یافته و مقدار ماده موجود به صورت طولی روی ماندرل جریان پیدا کند
در بیشتر موارد سطح مقطع دیواره تا بیش از 90% ضخامت اولیه ی دیواره کاهش می یابد.
معمولا پیش فرم بدون احتیاج به عملیات باز پخت5 تا شش بار می تواند به این روش شکل دهی شود.
کیفیت سطح قسمت داخلی قطعه ی نهایی تقریبا برابر با کیفیت سطح قسمت خارجی ماندرل است.
فرآیند فلوفرمینگ دو روش عمده دارد که با توجه به نحوه ی ثابت کردن پیش فرم روی ماندرل به یکی از این دو روش عملیات انجام می شود.
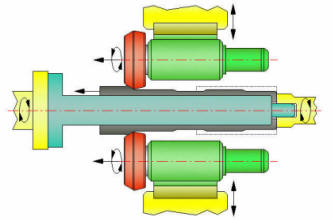
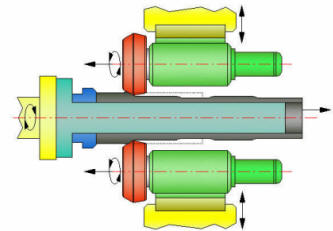
شکل ۱ - فلوفرمینگ مستقیم شکل ۲ - فلوفرمینگ وارونه
نوع اول، فلو فرمینگ مستقیم( Forward Flow Forming ) است. و برای شکل دهی به پیش فرم هایی که یک طرف آن به صورت کامل یا ناقص بسته باشد ،کاربرد دارد.
در فلو فرمینگ مستقیم یک زبانه ی اضافی روی ماندرل وجود دارد که برای ثابت نگه داشتن پیش فرم است.در فرآیند فلو فرمینگ مستقیم ،امتداد ازدیاد طول قطعه کار در جهت حرکت محوری غلتک هاست.
نوع دیگر فلو فرمینگ ، فلو فرمینگ وارونه( Backward Flow Forming ) است. و برای شکل دهی قطعات با سوراخ راه به در استفاده می شود. در فلو فرمینگ وارونه ، برای ثابت نگه داشتن پیش فرم به ماندرل از یک حلقه ی دندانه دار استفاده می شود. کاربرد دیگر این حلقه برای بارگذاری مجدد قطعه تمام شده است. امتداد ازدیاد طول قطعه کار در فرآیند فلو فرمینگ وارونه ، خلاف جههت حرکت محوری غلتک هاست.
در عملیات های فلو فرمینگ طویل ، برای افزایش دقت معمولا از سه غلتک با زاویه 120 استفاده می شود.فاصله شعاعی و محوری این سه غلتک از قبل محاسبه می شوند تا شرایط شکل دهی لازم به دست آید.
شکل ۴ -فاصله غلتک ها از هم شکل ۳ - طراحی مدل سه غلتکی
مهم ترین مزایای روش فلو فرمینگ :
- تولید بدون براده ،بدون درز و سرد
- بهبود خواص ماده مثل استحکام تسلیم ، عمر خستگی و ...
- قابلیت تولید قطعات طویل تو خالی با دقت بالا.
- عدم نیاز به عملیات های همچون ماشین کاری ، سنگ زنی و ...
- بالا بودن سرعت تولید و اقتصادی بودن آن در مقایسه با سایر روش ها.


یکی از نتایج کار سرد، کرنش سختی6 است که در طول چرخه ی فرآیند اتفاق می افتد. قطعه ی فلو فرم شده به طور قابل ملاحظه ای خواص مکانیکی بهتری از ماده اولیه دارد. معمولا ماده پیش فرم به صورت پلاستیک تغییر شکل داده و ضخامت دیواره ی اولیه تا بیش از 90 % کاهش داده می شود. این باعث پالایش قابل توج ساختار دانه ای و هم خط سازی ریز ساختار دانه ها در یک جهت محوری یکسان می شود. هرچه کاهش ضخامت دیواره بیشتر باشد ،ریز ساختار دانه ها در قطعه نهایی بهتر خواهد بود. در صورت نیاز ، ساختار دانه ای می تواند با یک عملیات ثانویه ی آنیلینگ ،دوباره شبکه بندی شود.
روش فلو فرمینگ قابلیتی منحصر به فرد در شکل دهی دارد که می توان با آن قطعه پیش سخت شده را هم، اندازه کرد. بنابر این مشکلات و افزایش هزینه ناشی از ماشین کاری نهایی ، سنگ زنی و هونینگ یک قطعه ی تو خالی شکل داده شده و سخت شده را حذف می کند.
روش فلو فرمینگ در عین حالی که امکان ساخت قطعات با دقت ابعادی بالا را فراهم می نماید ، تطابق با خواص مکانیکی لازم را نیز تضمین می کند.
شکل 5 تصویری از ریز ساختار دانه ها در پیش فرم تا بخش فلوفرم شده را نشان می دهد.
و شکل 6 نموداری از بهبود خواص مکانیکی ماده برای یک قطعه AISI 316 است.

شکل ۵ -ریز ساختار دانه ای
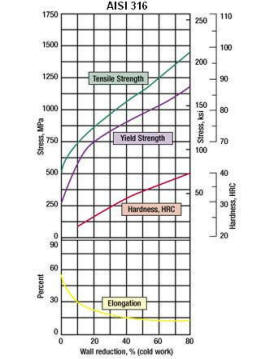
شکل ۶
ساخت خان درون لوله ی تفنگ به روش فلو فرمینگ
فلو فرمینگ لوله ی تفنگ می تواند به عنوان کاربردی خاص از فلوفرمینگ مستقیم مطرح شود که برای شکل دهی شیار ها و برجستگی های داخلی خان لوله استفاده می شود هم زمان قسمت خارجی لوله را نیز شکل می دهد. در ساخت لوله ی تفنگ به روش فلو فرمینگ ، پیش فرم لوله تفنگ روی یک ماندرل خاص که معکوس شیارها و برجستگی های مطلوب روی آن وجود دارد ،توسط غلتک ها شکل داده می شود .

پایان فر آیند در حین فرآیند آغاز فرآیند
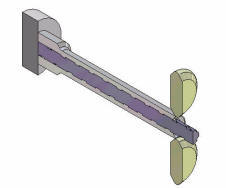
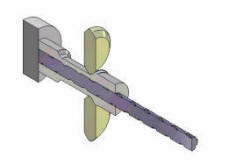
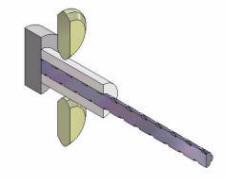
شکل ۷ - فرآیند خان کشی
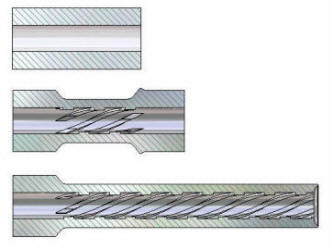
شکل ۸- سیالیت ماده شکل ۹ - عملیات ازدیاد طول و شیار زنی
همچنین این قابلیت وجود دارد که بدون توقف شکل دهی قسمت داخلی خان لوله ی تفنگ ، قطر های خارجی با اندازه های متفاوت را در طول فرایند شکل داد .البته واضح است که قطر نهایی سطح خارجی لوله در هر قسمت از ناحیه شیار دار باید از قطر خارجی اولیه ی پیش فرم بیشتر باشد.
در آینده ساخت خان لوله ی تفنگ به روش فلو فرمینگ ، پر کاربرد ترین روش برای ساخت لوله ی تفنگ خواهد بود.
این روش مزایای زیادی در مقایسه با روشهای مرسوم مثل مته کاری ، فورجینگ، شکل دهی الکترو شیمیایی و.... دارد .
مزایای ساخت لوله ی تفنگ به روش فلوفرمینگ :
_ صحت و دقت بالاتر با استاندارد های دقت تکنولوژی فلوفرمینگ
_ لوله های تفنگ محکم تر و یا سبک تر با افزایش انعطاف پزیری و کرنش سختی
_ افزایش عمر خستگی با ساختار دانه ای فلوفرم شده
_ عدم نیاز و یا کاهش نیاز به انجام عملیات های ثانویه مثل ماشین کاری ، سنگ زنی و...
_نرخ تولید سریع تر و به صرفه تر
_ مناسب برای انواع سبک و سنگین لوله های تفنگ از تپانچه تا تانک
_ کاهش هزینه سرمایه گذاری در تولید انبوه با تکنولوژی بالا تر
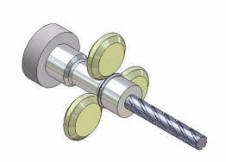
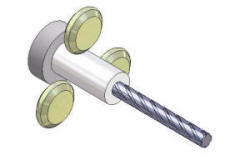
عکس های زیر قطعات آلمینیومی فلوفرم شده و شیار زنی شده را نشان می دهد که به صورت آزمایشی در کمتر از 30 ثانیه با سه برابر ازدیاد طول، به این روش ساخته شده اند . شیارها و بر جستگی ها تقریبا 8 مرتبه کلفت تر از کاربرد واقعی شکل داده شده اند.




1- Flow Forming
2- Preform
3- Mandrel
4- Yied Strength
5- Reannealing
6- Strain Hardening

دانلود جزوات پارسه قابل توجه کنکوری های ارشد مکانیک

دانلود جزوه و کتاب انتقال حرارت ارشد پارسه برای رشته مکانیک
رمز فایل :www.engineer-mohamad.blogsky.com
دانلود جزوات پارسه قابل توجه کنکوری های ارشد مکانیک
دانلود جزوه و کتاب دینامیک ماشین ارشد پارسه برای رشته مکانیک
رمز فایل :www.engineer-mohamad.blogsky.com
دانلود برنامه محاسباتی ایرفویل
برنامه هایی که در زیر آمده برای محاسبه پروفیل فشار ایرفویل هایی نظر Naca,Oshkosh,... است

با این برنامه ها می توان محاسبات زیر را انجام داد: (روی ادمه مطلب کلیک کنید)
- محاسبه مختصات ایرفویل
- محاسبه ضرایب آیرودینامیکی برا CL و پسا CD و گشتاور پیچشی Cm در زوایای حمله مختلف
- محاسبه مرکز فشار و مرکز آیرودینامیکی
- تست تونل باد مجازی
- ساخت پروفیل ایرفویل و ساخت فایل آن با فرمت های مختلف نظیر solidwork, Catia,Autocad ,...
- خروجی برای برنامه های تحلیل سیالاتی از قبیل Fluent
- داشتن شرایط جریان ویسکوز و ناویسکوز
- شبیه سازی بال (مشخصات ایرفویل برای بال محدود)
- نمایش لایه مرزی روی ایرفویل
- نمایش پروفیل سرعت روی ایرفویل
- انواع نمودارهای مختلف مربوط به پسا، نمودار قطبی (پلار) و...
- و ....
البته مواردی که ذکر شد مربوط به هر دو برنامه زیر می باشد. در برنامه اول خروجی برای برنامه های مدل سازی ندارد ولی در برنامه دوم این امکان موجود است.
دانلود برنامه AeroFoil 2.1 (کار با این برنامه بسیار راحت است)
دانلود برنامه designfoil r6 (با امکان خروجی برای سالید ورک و کتیا و...)
عیبیابی سیستم چرخدنده انتقال قدرت با استفاده از روش تحلیل مدل
چکیده
یکی از روشهای عیبیابی غیر مخرب
که در مورد سیستمهای بسیار پیچیده استفاده میشود، روش عیبیابی با استفاده از
تحلیل مدل میباشد. این روش زمانی استفاده زیاد دارد که با استفاده از سنسورها
نتوان پارامترهای تعیین کننده شرایط سیستم را اندازه گرفت. برای این منظور با
استفاده از شرایط فیزیکی عملکرد سیستم و معادلههای ریاضی یک سری معادله بدست
میآیند که همانا معادلات حاکم بر سیستم میباشند. سپس با تغییر پارامترهای مورد
نظر و مطالعه خروجیهای مدل به راحتی و با دقت زیاد پی به اثر عیوب مختلف در خروجی
سیستم میبرند. عمده این روشها به کمک کامپیوتر و روشهای نوین عددی با دقت بالا
قابل اجرا هستند.
مقدمه
امروزه به دلیل گسترش تکنولوژیهای مختلف، ابزار
و وسایلی که اجرای چنین خواستهای را عملی میکنند از چند جهت دچار تکامل شدهاند.
اول آنکه برای پیاده کردن اهداف این دستگاهها دارای اعضا و عناصر پیچیدهای
میباشند. دوم آنکه به دلیل افزایش اجزاء و قسمتهای گوناگون در این دستگاهها قیمت
آنها نیز افزایش شدید پیدا میکند. این افزایش قیمت راههای مختلفی را برای عیبیابی
و نگهداری مجموعهها میطلبد که عامل اصلی پیدایش علمی به نام عیبیابی سیستمها
میباشد.
و اما در میان این علوم تحلیل مدلهای سیستم به چند دلیل استفاده
ویژه دارد. عمدهترین دلیل آنست که برای بررسی وجود عیوب لازمست که سیگنالهای مختلف
از قسمتها و اصطلاحاً متغیرهای مختلف سیستم دریافت شود، بدیهی است برای داشتن دید
خوب از سیستم لازمست همه متغیرهای مهم سیستم حس شوند. اما در بعضی از سیستمها به
دلیل شرایط عملکرد آنها امکان دسترسی به پارامترهای مهم وجود ندارد. پس دیدی که
حساسهها در اختیار میگذارند بسیار محدود خواهد بود.
دانلود
کنید
تجزیه و تحلیل مسائل طراحی اجزاء
| زبان: فارسی | نویسنده: نا مشخص | ||
| نوع فایل: PDF | |||
| تعداد صفحات: 225 | ناشر: آی آر پی دی اف | ||
| حجم کتاب: 8.91 مگابایت |
بررسی مدهای ارتعاشی و فرکانس های طبیعی خرپا در ansys
بررسی مدهای ارتعاشی و فرکانس های طبیعی خرپا در ansys
این پروژه کاری است از من و دوستم امیرهانی ابوالقاسمی برای درس آنالیز مودال . زیر نظر دکتر پاشایی
در این پروژه به بررسی انواع شرایط مرزی برای خرپا 3 بعدی پرداختیم و فرکانس های طبیعی و شکل مد ها را به صورت شماتیک بدست آوردیم .
دانلود کرده و لذت ببرید
![]()
پسورد : www.pdfbook.persianblog.ir