


Abaqus Analysis User’s Manual
Volume I Version 6.7 - Introduction, Spatial Modeling, and Execution

Publisher Simulia | Date 2008 | Pages 711 | ISBN N/A | PDF | 5.5 MB
 با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
ولتی اسپیندل و کاربرد آن در صنعت
Multi Spindle
دستگاه های مولتی اسپیندل در کارگاه ها و کارخانجات مختلف قطعه سازی با اهداف سوراخکاری برقو و یا قلاویز مورد استفاده قرار می گیرند که در هر کارگاه و یا کارخانه متناسب به نوع و شرایط قطعه و سوراخ های مورد نظر می بایستی از یک دستگاه مولتی اسپیندل خاص استفاده نمود. صنعت خودرو سازی در کشور ما در حال حاضر به دلیل رشد روزافزون این صنعت و تیراژ بالای قطعات مورد نیاز به عنوان یکی از مهمترین بازارهای مصرف دستگاه های مولتی اسپیندل محسوب می گردد.

معایب و مزایای دستگاه های مولتی اسپیندل
از مهمترین مزایای دستگاه های مولتی اسپیندل می توان به موارد زیر اشاره نمود:
1- دقت بالای سوراخکاری (در حدود یک هزارم میلیمتر)
2- بالا بردن تیراژ و سرعت تولید که به تعداد سوراخهای موجود در یک قطعه بستگی دارد و هر چه تعداد آنها در قطعه بیشتر باشد میزان تاثیر گذاری دستگاه در افزایش سرعت تولید چشمگیر تر خواهد بود.
3- کاهش هزینه های تولید در دراز مدت به دلیل کاهش هزینه های نیروی انسانی کاهش هزینه برق مصرفی و کاهش ضایعات تولید به دلیل کاهش خطاهای انسانی.
از مهمترین معایب دستگاه های مولتی اسپیندل می توان به موارد زیر اشاره نمود:
1-بالا بردن هزینه سرمایه گذاری اولیه به علت اینکه برای هر قطعه می بایستی یک مولتی اسپیندل جداگانه طراحی و ساخته شود. که البته لازم به ذکر است که در دراز مدت به دلیل افزایش سرعت تولید و کاهش هزینه های بهره برداری و تولید هزینه های سرمایه گذاری اولیه مستهلک می گردد.
2- توقف تولید بر اثر خرابی دستگاه که این عیب نیز با استفاده از یک دستگاه رزرو در انبار قابل حل می باشد.

قابلیت ها و مزایای موتی اسپیندل
بسیاری از دستگاه های مولتی اسپیندل موجود در کشورمان که عمدتا تولید کشورهای خارجی می باشند از قیمت بالا و انعطاف پذیری پایینی در انجام کار در حالات و شرایط مختلف برخوردار می باشند و این مسئله باعث گردیده تا برخی از صاحبان صنایع از بکارگیری این دستگاه استقبال چندانی ننمایند. به همین علت یک شرکت ایرانی با تکیه بر سالها تجربه خود در این زمینه بسیاری از نواقص موجود در این گونه دستگاه ها را برطرف نموده و با کمترین هزینه ممکن به بالاترین کارایی دست یافته است که در اینجا به برخی از مهمترین ویژگی های دستگاه مولتی اسپیندل مذکور اشاره شده است:
1- سوراخکاری در قطعه کار تحت زوایای مختلف
2- قابلیت کم یا زیاد نمودن دور محور خروجی
3- ماشین کاری با چند دیسک با قدرت و سرعت لازم
4- بیرون آوردن پیچهای رول پلاک از قالب چند کویته شامل دو حرکت 1- چرخش محور های خروجی 2 –بالا و پایین بردن خود دستگاه مولتی اسپیندل به طور همزمان با حرکت چرخش محورها
5- قلاویز کردن در گامهای مختلف
6- سبک بودن وزن دستگاه به دلیل استفاده از بدنه با جنس آلومینیوم
7- امکان روغن کاری و گریس کاری بدون پیاده سازی چرخدنده ها
8- استفاده از قطعات مرغوب در اجزاء تشکیل دهنده دستگاه مطابق استاندارد های جهانی
9- امکان نصب بر وری دستگاه های مختلفی همچون دریل ماشین فرز و یا ماشین مخصوص توسط یونیت می باشد.
A514/A517 یک گروه از فولادهای سازه کونچ و تمپر شده با ترکیبی از خواص مکانیکی مناسب هستند.
مهمترین این خواص استحکام تسلیم بالا (حداقل استحکام تسلیم 90-100 ksi )، جوشپذیری و تافنس خوب در دماهای پایین میباشد. استفاده از این فولادهای پر استحکام باعث کاهش هزینه و افزایش راندمان میگردد.
هرچند جوشپذیری این فولادها خوب است اما برای ایجاد یک اتصال موفق باید به برخی نکات مهم توجه داشت. از جمله مهمترین این نکات عملیات پسگرم میباشد. منظور از عملیات پسگرم در این نوشتار، عملیات حرارتی پس از جوشکاری در دمای بالاتر از 370ºC و کمتر از دمایی است که سازنده برای تمپر کردن این فولاد استفاده نموده است.
بطور کلی این فولادها نباید تحت عملیات پسگرم قرار بگیرند چرا که ممکن است در اثر این عملیات، تافنس در ناحیه جوش و HAZ کاهش یافته و یا ترک در قطعه ایجاد شود.
عناصر آلیاژی که برای دستیابی به استحکام و تافنس بالا در این فولادها بکار رفته در اثر عملیات پسگرم تاثیر عکس بر خواص خواند داشت. عملیات پسگرم برای این فولادها-مانند سایر فولادها- تنها زمانی میتواند انجام شود که از مفید بودن آن اطمینان حاصل شده و آثار مخرب احتمالی آن قابل کنترل باشد.بهرحال در برخی موارد لزوم اجرای عملیات پسگرم غیر قابل انکار است.
بخصوص در مواردی که امکان ایجاد ترک یا ترک خوردگی تنشی (SCC) در اثر تنشهای باقیمانده از جوش یا کار سرد روی قطعه وجود داشته و یا تافنس قطعه در اثر جوشکاری یا کار سرد کاهش یافته باشد. در این گونه موارد باید بررسی دقیقی صورت گیرد تا بتوان عملیات پسگرمی موفق و با کمترین احتمال آسیب اجرا کرد.
نتایج تستهای ضربه انجام شده نشان میدهد که عملیات پسگرم در محدوده دمایی 510-650ºC میتواند باعث آسیب به تافنس فلز جوش و ناحیه HAZ گردد. میزان این آسیب به ترکیب شیمیایی، دمای عملیات و مدت زمان قرار گرفتن قطعه در آن دما بستگی داشته و اثر مخرب آن با کاهش سرعت سرد کردن افزایش میابد.
همچنین هنگامی که جوش این فولادها تحت عملیات پسگرم بالاتر از 510ºC قرار میگیرد- مانند بسیاری فولادهای دیگر- ممکن است در ناحیه درشت دانه شده HAZ ترکهای بین دانه ای ایجاد شود. ترکهای بین دانه ای که در اثر تنش بالا ایجاد میشوند اغلب در مراحل اولیه عملیات پسگرم اتفاق می افتند.
امکان ایجاد این ترکها با افزایش میزان مهار جوش (Weld Restraint) و شدت تمرکز تنش بالا میرود. عناصر کرم، مولیبدن و وانادیوم عوامل اصلی در ایجاد این ترکها هستند ولی عناصر کاربیدزای دیگر نیز به این قضیه کمک میکنند.
رسوب کاربیدها در دمای بالا در خلال اجرای عملیات پسگرم تعادل بین مقاومت به لغزش مرزدانه ها و مقاومت به تغییر فرم را در دانه های درشت ناحیه HAZ بر هم میزند. این پدیده قبلا بطور کاملتر توضیح داده شده است این ترکها به نامهای ترکهای بازگرمایشی (Reheat Crack)، ترکهای آزادکننده تنش (Stress Relife Crack) و ترکهای تنشی (Stress Rapture Crack) شناخته میشوند.
برای کاهش احتمال ایجاد این ترکها در مواردی که انجام پسگرم الزامی باشد میتوان از روشهای زیر استفاده کرد:
1- رعایت دقیق میزان پیشگرم و کنترل حرارت ورودی حین جوشکاری با استفاده از تکنیکهای مناسب.
2- انتخاب طرح اتصال، محل جوشکاری و ترتیب آن بگونه ای که میزان مهار بودن جوش به حداق برسد.
3- طراحی اتصال و شکل گرده نهایی بگونه ای که حداقل تمرکز تنش ایجاد شود.
4- استفاده از فلز جوشی که استحکام آن در دمای عملیات پسگرم کمتر از استحکام ناحیه HAZ فلز پایه باشد.
5- پوشش دادن و یا لایه کشی ناحیه پنجه جوشهای گوشه توسط یک یا چند لایه جوش بصورت حلقه زنجیری. برای اینکار باید از فلز جوش با استحکام کم استفاده شود.
6- چکش زنی ناحیه جوش به منظور کاهش تنشهای پسماند در آن.
لازم به ذکر است که اجرای هیچکدام از موارد فوق به تنهایی یا بصورت ترکیبی متضمن حذف کامل احتمال ایجاد ترک در موارد عملی نمیباشد، بلکه تنها کاهش دهنده این احتمال است.
درصورت اجرای عملیات پسگرم، دمای آن نباید از دمای تمپرینگ تولید کننده فلز بالاتر باشد. پسگرم در دمایی حدود 10ºC کمتر از دمای تمپرینگ تولید کننده از کاهش استحکام فولاد جلوگیری میکند.
همچنین توصیه میشود که قطعات جهت بررسی وجود ترک قبل و بعد از عملیات پسگرم تحت تستهای غیر مخرب قرار گیرند.
Mechanism Design: Enumeration of Kinematic Structures According to Function

Publisher: CRC | Pages: 328 | 2000-09-19 | ISBN 0849309018 | PDF | 11 MB
Traditionally, mechanisms are created by designer’s intuition, ingenuity, and experience. However, such an ad hoc approach cannot ensure the identification of all possible design alternatives, nor does it necessarily lead to optimum design. Mechanism Design: Enumeration of Kinematic Structures According to Function introduces a methodology for systematic creation and classification of mechanisms. With a partly analytical and partly algorithmic approach, the author uses graph theory, combinatorial analysis, and computer algorithms to create kinematic structures of the same nature in a systematic and unbiased manner. He sketches mechanism structures, evaluating them with respect to the remaining functional requirements, and provides numerous atlases of mechanisms that can be used as a source of ideas for mechanism and machine design. He bases the book on the idea that some of the functional requirements of a desired mechanism can be transformed into structural characteristics that can be used for the enumeration of mechanisms. The most difficult problem most mechanical designers face at the conceptual design phase is the creation of design alternatives. Mechanism Design: Enumeration of Kinematic Structures According to Function presents you with a methodology that is not available in any other resource.


فایل زیر مراحل ساخت یک بولدوزر به صورت pdf همراه با قطعات ساخته شده به فرمت catpart است. در این تمرین از محیط های infrastructure, sketcher, Part Design, Assembly Design, Drafting و Surface Modeling استفاده شده است
 دانلود برنامه "روش تکرار ساده" از اینجا
دانلود برنامه "روش تکرار ساده" از اینجا
دانلود برنامه "روش وتری" از اینجا
دانلود برنامه "روش نا به جایی" از اینجا
 دانلود برنامه "روش نیوتون" از اینجا
دانلود برنامه "روش نیوتون" از اینجا
 دانلود برنامه " روش دو بخشی" از اینجا
دانلود برنامه " روش دو بخشی" از اینجا
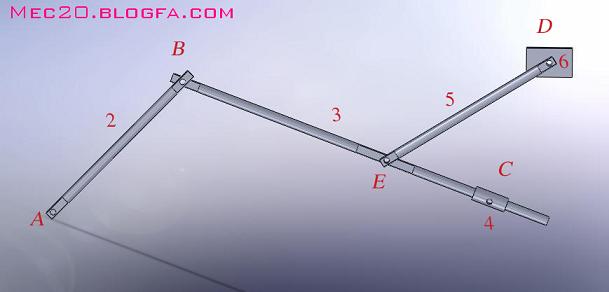
حل یک سوال کارشناسی ارشد دینامیک ماشین به صورت PowerPoint
سوال :
پروژه ی برف پاک کن ماشین!!! با نرم افزار Nastran
این پروژه آماده است!!!!!!!(خودم درستش کردم!![]() )
)

سیالات، موادی هستند که شکل ظرفی را که درون آن قرار دارند، به خود می گیرند و لذا برای انتقال آنها، به در هر بار که کاسه پر می شود میزان محیطی واسطه نیاز داریم. این محیط واسطه می تواند یک کاسه باشدمشخصی مایع، مثلاً آب را بصورت گسسته انتقال می دهد و یا اینکه می توان از وسیله ای استفاده کرد که صورت پیوسته سیال را انتقال دهد.بشر از دیر باز برای انتقال سیالات و یا انتقال انرژی توسط سیال منتقل شده، از لوله ها استفاده می کرده است.لوله ها در طولها، اشکال و اندازه های مختلف بکار می روند.آیا تا بهحال به شکل لوله ها دقت کرده اید؟چرا همه یک شکل نیستند؟ زیاد شدن طول یا قطر لوله چه اثری برروی انتقال سیال و میزان مصرف انرژی خواهد گذاشت؟چرا لوله را بصورت مستقیم بکار می برند؟ اگر لوله راخم کنند و یا حتی بپیچانند، چه تغییری در جریان سیال مشاهده می کنیم؟
ادامه این مطلب را از اینجا دانلود کنید.
سلام به همه دوستان عزیز
نرم افزار کامل وفوق العاده درزمینه طراحی تحلیل وانالیز مدارهای هیدرولیکی وپنوماتیکی
کاری از شرکت معظم فستو
اموزش نرم افزار تحلیل المان محدود Abaqus
Abaqus Analysis User’s Manual
Volume I Version 6.7 - Introduction, Spatial Modeling, and Execution
Publisher Simulia | Date 2008 | Pages 711 | ISBN N/A | PDF | 5.5 MB