وبلاگ تخصصی مهندسی مکانیک
وبلاگ تخصصی مهندسی مکانیک کتاب،مقالات،نرم افزار،آموزش نرم افزار،حلال،جزوات،فیلم،کاتالوگ،پروژه،مجلات،سایت،اخبار،استاندارد،هندبوک، مهندسی مکانیک ،مهندسی مکانیک،کارشناسی ارشد مهندسی مکانیک،دکترا مهندسی مکانیک،مهندسی مکانیک، تلگرام ، تلگراموبلاگ تخصصی مهندسی مکانیک
وبلاگ تخصصی مهندسی مکانیک کتاب،مقالات،نرم افزار،آموزش نرم افزار،حلال،جزوات،فیلم،کاتالوگ،پروژه،مجلات،سایت،اخبار،استاندارد،هندبوک، مهندسی مکانیک ،مهندسی مکانیک،کارشناسی ارشد مهندسی مکانیک،دکترا مهندسی مکانیک،مهندسی مکانیک، تلگرام ، تلگرامدرباره من
 با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
با سلام
در این وبلاگ قرار است اطلاعات مهندسی مکانیک توسط اینجانب محمد شکیبایی نسب در اختیار شما قرار گیرد .
ادامه...
معرفی چند نمونه دستگاه تست خستگی چرخدنده
معرفی چند نمونه دستگاه تست خستگی چرخدنده
چکیده :
در این مقاله بعضی از دستگاههای تست انواع خستگی چرخدنده معرفی شده است. از آنجا که معمولا این دستگاهها حتی در محیطهای صنعتی (مراکز تولید چرخدنده) کشور ما ناشناخته است و عموما از انجام این تست ها خودداری می شود آشنایی با این دستگاهها ضروری است. در پایان مقاله که هدف اصلی مقاله است به معرفی یک دستگاه تست دوام چرخدنده و مجموعه کامل جعبه دنده می پردازیم که در چند سال اخیر در کشورهای صنعتی مورد استفاده قرار گرفته و دارای مزیتهای بسیاری است.
واژه های کلیدی :
تست خستگی، خستگی خمشی، تست کندگی، تست گشتاوریوتست دوام
مقدمه :
همانطور که می دانید شکست های متنوعی در یک چرخدنده رخ می دهد. از آنجا که اغلب چرخدنده حساس ترین عضو یک مجموعه مکانیکی است لازم است بدقت مورد آزمایش قرار گرفته و عمرو و دوام آن در مقابل عوامل مختلف خستگی و شکست مورد بررسی قرار گیرد. بطور کلی می توان سه نوع آزمایش برای یک چرخدنده بصورت تکی یا در حال درگیری با چرخدنده مقابلش انجام داد که عبارتند از : تست خستگی خمشی، تست مقاومت در مقابل ضربه و تست بررسی کندگی، خراش و سایش. علاوه بر این سه نوع تست می توان یک تست دوام برای مجموعه جعبه دنده انجام داد که در آن شرایط واقعی کار اعمال شده و هر یک از سه دسته تست فوق الذکر در این تست قابل بررسی خواهد بود.
1- تست خستگی خمشی دندانه :
برای تست خستگی خمشی باید به دو نکته توجه داشت :
1- اغلب دندانه های چرخدنده های انواع وسائل نقلیه در بیشتر مواقع عمر کاری تحت خمش یک طرفه قرار می گیرند.به عنوان مثال برای یک خودروی معمولی، جهت گردش میل لنگ موتور همیشه ثابت است به همین دلیل چرخدنده هائی که در جعبه دنده قرار دارند همیشه در یک جهت بارگذاری می شوند. تنها چرخدنده های موجود در مجموعه دیفرانسیل که معمولا پینیون و کرانویل نامیده می شوند به علت وجود دنده عقب در هر دو جهت دچار خمش می شوند. اما این بارگذاری معکوس تنها 1 - 1/0 درصد عمر کاری آنها شامل می شود که قابل صرف نظر کردن است. وسائل نقلیه مخصوصی که در معادن نمک یا سنگ گچ استفاده می شوند تقریبا مقادیر برابری از زمان را صرف کاردر جهت پس و پیش می کنند. اما با این حال گشتاور زیاد را موقعی بکار می برند که در حال حرکت رو به جلو (عمل بیل زدن)می باشند. بنابراین اغلب مناسب است که چرخـدنـده های اتومبیل از نظر خستگی خمشی در یک جهت تست شوند.
2- کارآمدترین روش درتست دندانه ها، تست دندانه های هر چرخدنده بصورت جداگانه (نه در حال درگیری با چرخدنده مقابل) می باشد. اگر دستگاه تست طوری باشد که برای انجام تست خستگی خمشی به چرخدنده مقابل احتیاجی نباشد حداقل دو مزیت در این کار وجود دارد :
الف) با آزمایش تعداد مناسبی از چرخدنده مورد نظر می توان یک منحنی S-N (منحنی خستگی) برای آن تهیه کرد.
ب ) هنگامی که تنها یک چرخدنده برای رسم منحنی S-N مورد آزمایش قرار می گیرد نقاطی که برای رسم منحنی S-N بدست می آیند نسبت به حالتی که دو چرخدنده باهم تحت آزمایش قرار گیرند از پراکندگی کمتری برخوردار بوده و منحنی دقیق تری بدست می آید.
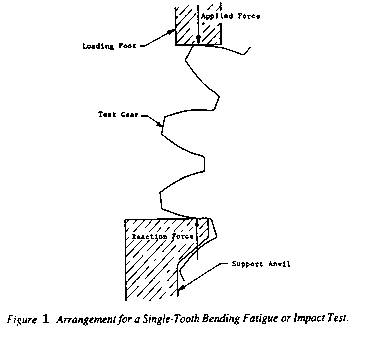
با توجه به این مقدمه، روش اساسی در تست خمشی چرخدنده بخصوص چرخدنده ساده این است که آن را بصورتیکه در شکل 1 نشان داده شده نگه داریم که در آن صورت دندانه مورد آزمایش به عنوان یک تیر یک سر در گیر محسوب می شود که نزدیک نوک آن بارگذاری شده و نیروی عکس العمل مساوی و مخالفی که توسط دندانه دیگر تامین می شود نزدیک ریشه آن اعمال می شود. همانطور که مشاهده می کنید این ترکیب مناسب باعث شده که ممان خمشی وارد بر دندانه تکیه گاه به حداقل رسیده و بقای آن را تضمین نماید. البته در صورتی که دندانه مجاور دندانه ای که قرار است به عنوان تکیه گاه مورد استفاده قرار گیرد قبلا تست خستگی خمشی شده باشد بخصوص وقتی که دندانه مجاور شکسته شده باشد، نباید از آن دندانه به عنوان دندانه تکیه گاه استفاده کرد زیرا دندانه دارای تنش های پسماند یا تغییر شکل هندسی یا هر دو می باشد. فولادهای ابزار با کیفیت خوب که ترکیب آلیاژی آنها به یکی از صورتهای زیر باشد برای جنس سندان تکیه گاه (Support Anvil) مناسب هستند :
W 0.4% 0.75 % Cr 0.85% Mn 1% C
یا
V 0.25% 0.8% Mo 12.5 % Cr 1.9% C
این روش تست توسط Buenneke Etal ابداع شده است. روش دیگری که بخصوص برای تست خستگی خمشی چرخدنده های مارپیچ استفاده می شود استفاده از یک چرخدنده ثانویه به عنوان تکیه گاه می باشد. این چرخدنده براحتی به یکی از صفحات جانبی فیکسچر جوش داده می شود. با استفاده از این روش، نیاز به استفاده از یک سندان (تکیه گاه ) غیر معمولی و پیچیده برای تست چرخدنده های مارپیچ از بین می رود. بار عکس العمل روی 2 دندانه از دو چرخدنده پخش شده و اکثر آن بر روی خط گام مؤثر دو دندانه اعمال می شود. برای بارگذاری دندانه مورد آزمایش بهتر است از یک محرک (actuator) هیدرولیکی-پالسی استفاده شود. پروفسور م . آلریش (M.ULRICH) که در دهه 40 در آلمان (اشتوتگارت) این روش را ابداع نمود برای بارگذاری از فشار یک سیستم هیدرولیکی استفاده می کرد که در آن ارتعاشات 600 بار در دقیقه (600 c.p.m) توسط یک پمپ غوطه ور (Plunger Pump) تزریق می شد که البته مقدار ضربات اعمالی متغیر و کاملا قابل کنترل نبود. اما همانطور که اشاره شد امروز محرک های الکتروهیدرولیکی بهترین سیستم را برای انجام این تست فراهم کرده اند که در آن نیروی اعمالی به خوبی قابل کنترل است. علاوه بر این که این سیستم قادراست برای انجام تست ضربه، نیرو را با سرعت بسیار زیادی اعمال نماید. توجه کنید که محرک های این کار احتیاج به طراحی مخصوص دارند زیرا بار باید در زمان های بسیار کوتاه و بطور پیاپی بر دندانه وارد شود(دور موتور یک اتومبیل بطور متوسط RPM 3000 است. لذا چرخدنده های ورودی جعبه دنده هر ثانیه 50 دور می زنند. یعنی هردندانه باید 50 بار در ثانیه بارگذاری شود) این کار باعث سایش سریع سر پیستون و کاسه نمدهای سطح استوانه ای پیستون پمپ می شود که تنظیم دستگاه را با مشکل مواجه می کند و به همین دلیل استفاده از روش های خود تنظیمی در داخل سیستم بار گذاری بسیار مفید است. از این روش می توان برای تست خستگی خمشی چرخدنده های هیپوئید یا مارپیچ نیز استفاده کرد. هر چند از این دستگاه می توان برای تست مقاومت در مقابل ضربه نیز استفاده کرد اما دستگاههای مخصوصی نیز برای تست ضربه ساخته شده اند که توضیحات بیشتری دراین مورد و در مورد نکات بسیار مهمی که برای انجام آزمایش ضربه ضروری است در منبع شماره 1 آورده شده است.
2- تست کندگی : خراش و سایش چرخدنده ها
هر چند کندگی (pitting یا نوع شدید تر آن که spalling نامیده می شود) خراش (که شامل galling یا همان نقض های درون حفره ای نیز می شود) و سایش (wear) سه نوع شکست سطحی برای چرخدنده ها محسوب می شوند. ولی این سه شکست با هم ارتباطی ندارند (هر چند سایش و خراش دارای نقاط مشترکی می باشند). دلیلی که باعث شده این سه نوع شکست در یک شاخه قرار بگیرند این است که تجهیزاتی که برای تست هر یک از این سه نوع شکست بکار می رود مشابه هم هستند.
کندگی اساسا یک خستگی سطحی است که توسط تنش های هرتزین بالا ایجاد می شود در حالیکه خراش و سایش های سنگین از ضعیف و بی اثر شدن لایه روغن بوجودمی آیند. با این وجود، همه این شکست ها توابعی از جنس چرخدنده، مقدار بار و روغن کاری و سرعت (که بر خراش تاثیر می گذارد) می باشند. بنابراین در بررسی این نوع شکست ها، روغن کاری از اهمیت فوق العاده ای برخوردار است. یک تفاوت عمده بین تست های کندگی و خراش این است که تست کندگی از آنجا که تست خستگی فلز می باشد برای دوره های طولانی و تحت بار ثابت انجام می شود. در حالیکه تست سایش تست روغنکاری بوده و برای یک سری از دوره های کوتاه (نوعا 10 دقیقه ای) و همراه با افزایش بار در هر مرحله، انجام می شود.
1ـ2ـ روش تست :
ساده ترین روش برای بررسی سه شکست سطحی فوق استفاده از وسایلی است که حرکت دو دندانه(دو چرخدنده) را شبیه سازی می کنند. به عنوان مثال به جای بررسی مستقیم دو چرخدنده می توان 2 دیسک یا 2 استوانه را با هم درگیر کرد و کندگی و خرا ش را بر روی آنها بررسی می شود. (همانطورکه می دانیدچرخدنده ها حالت تکامل یافته استوانه هائی هستندکه برای انتقال قدرت استفاده می شوند). یا در بعضی از دستگاهها، برای بررسی سایش از سه ساچمه استاندارد که درون یک ظرف به هم فشرده شده اند استفاده می شود که ساچمه چهارم بر آنها فشار می آورد. این روش shell, four _ ball test نامیده می شود. اما در هیچ یک از این تست ها، شکل هندسی دندانه چرخدنده که نقش مهمی در مقاومت در مقابل این سه شکست دارد، دخالت داده نمی شود. به همین دلیل بهترین و دقیق ترین روش، استفاده ازشرایط واقعی یعنی تست چرخدنده های واقعی می باشد. برای بررسی هر یک ازاین شکستها چرخدنده باید تحت بار و سرعت واقعی کار کند. در حالت کلی ممکن است بار توسط یک موتورالکتریکی تامین شده و توسط یک دینامومتر الکتریکی یا آبی از طریق چرخدنده خروجی جذب شود. این روش که تست جذب قدرت (Power absorbtion testing) نامیده می شود دارای محدودیت های زیر است :
1ـ در صورتی که چرخدنده ها بزرگ باشند تجهیزات انجام آزمایش (موتور و دینامومتر و…) نیز بزرگ شده و فضای زیادی را اشغال می کنند.
2ـ هزینه انجام تست بالا است.
3ـ قدرت خروجی که مقدار قابل توجهی است در دینامومتر جذب و به هدر می رود. وجود این محدودیت ها باعث ایجاد روش جدیدی در انجام تست های خستگی سطحی چرخدنده و بطور کلی تست یک جعبه دنده کامل شد که به روش تست گشتاوری یا تست گشتاور قفل شده (locked torquetest or torque testing) معروف است. برای درک بهتر این روش به شکل 3 توجه کنید که یک نمونه از این دستگاه را که برای تست کندگی چرخدنده در اروپا مرسوم است نشان می دهد. در این ماشین 2 جعبه دنده کاملا مشابه که تنها یک جفت چرخدنده دارند بکار گرفته می شود. یکی از جعبه دنده ها که چرخدنده های تست را شامل می شود بر روی یک پایه چدنی مستقر شده و جعبه دنده برگردان قدرت که برای کامل کردن مدار بکار رفته بر روی یکی از محورهای جعبه دنده تست سوار می شود. چرخدنده های جعبه دنده برگردان قدرت همان چرخدنده های تست هستند با این تفاوت که اولا جنس آنها مقاوم تر است. ثانیا ضخامت آنها بیشتر است(عریض تر هستند) زیرا این چرخدنده ها باید برای انجام تعداد زیادی آزمایش مورد استفاده قرارگیرند. برا ی انجام این آزمایش نیروئی که ممکن است مکانیکی، الکتر یکی یا هیدورلیکی باشد به بازوی گشتاوری اعمال می شود. اعمال این نیرو باعث پیچش جعبه دنده برگردان قدرت حول محوری که بر روی آن مستقر شده می شود. این پیچش باعث پیچش محور دوم جعبه دنده ها می شود که به جعبه دنده برگردان قدرت وصل است. این عمل باعث می شود دندانه های چرخدنده بطور مماسی بارگذاری شوند. همانطور که مشاهده می کنید محوردوم دارای 2 اتصال گاردان (Universal Joint) است تا بتواند خطاها و تنظیم های غلط ایجاد شده را برطرف کند. حال کافی است که یک موتور معمولی بکاربریم تا تنها به اندازه توان استاتیکی و دینامیکی تلف شده در یاتاقان ها و چرخدنده ها تولید توان نماید. یکی از مزیت های این روش این است که می توان گشتاور را پس از راه اندازی چرخه روغن کاری و پس از اینکه دنده ها به سرعت مورد نظر رسیدند اعمال نمود زیرا مهندسین دریافته اند که اگر گشتاور را قبل از شروع حرکت به سیستم اعمال کنند باعث ایجاد مشکلاتی در یاتاقان می شود. بطور کلی مزیت های این روش تست عبارتست از :
1ـ هر نوع دنده و جعبه دنده ای بدون مشکل محدودیت جا قابل ارزیابی است.
2ـ تست به آسانی انجام پذیر بوده و احتیاج به وسائل بزرگ و پیچیده مانند دینامومترهای بزرگ یا موتورهای تولید قدرت بالا ندارد.
3ـ صرفه جوئی در توان قابل توجه بوده و اغلب بالای 90 درصد است.(هر جفت چرخدنده حدود 2 درصد از توان انتقالی را بصورت اصطکاک هدر می دهند. بنابراین در تست یک جعبه دنده کامل نرخ توان استهلاکی بالاتر می رود).
همانطور که اشاره شد از این روش برای بررسی کندگی، خراش و سایش بطور وسیعی استفاده می شود. تنها مشکلی که دراین زمینه وجود دارد این است که تعریف میزان و مقیاس شکست در هر یک از این سه نوع شکست بسیار مشکل است. مثلا کندگی از کندگی ریز شروع شده و تا کندگی هائی که قسمت زیادی از سطح را در برمی گیرد ادامه می یابد. سایش از خط خط شدن (Scoring) آغاز شده و تا سایش های سنگین ادامه می یابد. به همین دلیل واقعا غیر ممکن است که برای ماشین تنظیمی صورت بگیرد که وقتی مقدار مشخصی کندگی یا سایش یا خراش رخ داد بطور اتوماتیک توقف کند. به همین دلیل تعیین مقدار کندگی، سایش یا خراش که باعث شکست می شود از نظر متخصصین متفاوت است. به عنوان مثال امروزه 2 نوع دستگاه برای بررسی این سه نوع شکست در اروپا متداول است که IAE و FZG نام دارند و تقریبا شبیه دستگاهی هستند که در شکل 3 معرفی شد (در این دستگاهها هر دو جعبه دنده بر روی پایه صلب قرار دارند و گشتاور مستقیما به یکی از محورها اعمال می شود. پس از اعمال گشتاور و پیچش محور، محور توسط دو فلنچ متحرک به جعبه دنده ها پیچ می شود تا پیچش در آن باقی بماند. آنگاه وزنه از روی سیستم برداشته می شود) در دستگاه FZG شکست کندگی بر اساس درصدی از سطح دندانه (tooth flank) که کنده می شود تعیین می گردد. لذاسطح دندانه پس از هر دوره بارگذاری توسط میکروسکوپ بدقت بررسی می شود. در حالیکه در بعضی از ماشین ها، شکست کندگی بر اساس بزرگی کندگی رخ داده تعریف می شود. یا در مورد خراش یا سایش، مقیاس در ماشین IAE بررسی چشمی است. لذا کاملا وابسته به تجربه اپراتور است. در حالیکه در ماشین FZG مقیاس میزان جرمی است که در هر دوره بارگذاری سائیده یا خراشیده شده است. لذا پس از هر دوره بار گذاری، چرخدنده بوسیله ترازوهای بسیار دقیق وزن می شود.
3ـ تست دوام عمومی چرخدنده :
در بسیاری از مواقع لازم است که یک جعبه دنده کامل مورد آزمایش قرار گیرد. دلایلی که لزوم تست یک مجموعه چرخدنده ای کامل را ایجاب می کند عبارتند از:
1ـ به علت تنوع شکست هائی که در چرخدنده رخ می دهد، اغلب نوع شکست غیر قابل پیش بینی است.
2ـ خیز محور جعبه دنده بر روی بار گذاری دندانه بسیار موثر است.
بنابراین برای درک واقعیت، جعبه دنده کامل همراه با یاتاقان های مناسب، محورها و سیستم روغنکاری مناسب باید تست شود.
1ـ3ـ روش تست :
برای تست انواع جعبه دنده ها، دستگاههای متنوعی ساخته شده است که در این مقاله تنها به یک نمونه از آنها اشاره می شود. برای استفاده از روش گشتاور قفل شده دو جعبه دنده (که یکی از آنها جعبه دنده موردآزمایش است) بصورت پشت به پشت به هم متصل می شوند. یعنی محورهای خروجی به هم و محورهای ورودی نیز به هم متصل می شوند.در شکل 4 روشی که برای تست جعبه دنده های بزرگ کامیون ها بکارمی رود نشان شده است. شفت های خروجی دو جعبه دنده توسط یک اتصال محکم از نوع یونیورسال به هم متصل شده اند. شفت های ورودی نیز توسط کوپلینگهایی از جنس تایر، 2 جفت محرک تسمه دنده ای با پهنای دندانه mm 125 و یک شفت صلب برگرداننده قدرت، به هم متصل شده اند. جعبه دنده دستگاه تست (Slave Gearbox) که در جهت عکس چرخانده می شود (جریان از خروجی به ورودی است) به طور محکمی مستقر شده است. اما جعبه دنده تست در دو میله بندی متوازی الاضلاعی (مستطیلی) لولا شده تا بتواند بر اثر اعمال گشتاور حول محور شفت اصلی بپیچد. یکی از کوپلینگ ها به سوراخهای چاکداری (Slotted holes) مجهز شده تا وقتی گشتاور اعمال می شود از برگشتن سیستم در جهت کاهش گشتاور جلــو گیری کند. نیرو به یک بازوی گشتاوری که در امتـداد یـکی از میله های میله بندی قرار دارد اعمال می شود و گشتاور ورودی توسط یک Load Cell و یک مسافت سنج رادیوئی با برد کوتاه خوانده می شود. در این دستگاه یک موتور kw 45 برای انتقال kw 119 قدرت مورد نیازاست. علت بازدهی پایین این دستگاه تعداد زیاد چرخدنده هایی است که درون جعبه دنده ها قرار دارند. برای جلو گیری از خسارت دیدن جعبه دنده ها در هنگام شکست ناگهانی یکی از چرخدنده ها از کلاچ های overload (کلاچهایی هستند که در صورتی که بار بیش از مقدار مجاز باشد عمل کرده و اتصال محور به منبع حرکت را قطع می کنند) و سوئیچهای قطع جریان استفاده شده استپ. برای خنک کاری جعبه دنده ها آب توسط لوله هایی که بالای هر جعبه دنده قراردارد بر روی جعبه دنده ها خالی شده و در آبشخوری که زیر آنهاقراردارد جمع می شود. یکی ازمزیت های این طراحی این است که بار اعمالی تنها باید به قدری باشد که گشتاور ورودی جعبه دنده مورد آزمایش را تامین نماید. در این صورت گشتاور خروجی که معمولا بسیار بیشتر است خود بخود ایجاد می شود.
برای بهبود وضعیت دستگاه می توان به جای استفاده از انتقال قدرت تسمه ای از انتقال چرخ زنجیر یا انتقال چرخدنده ای استفاده کرد. (انتقال تسمه ای بسیار ارزان، موثر قابل اعتماد و ساده است. ولی تنظیم شفت ها باید بدقت زیاد انجام شود. علاوه بر این که در انتقال تسمه ای صدای زیادی تولید می شود). همچنین می توان از بارگذاری الکتروهیدرولیک استفاده نمود. بهترین روش بارگذاری استفاده ازمحرک (actuator) هیدرو لیکی است که گشتاور پیچشی ایجاد می کند و با محور ورودی یکی ازجعبه دنده ها کوپل می شود(شکل 5). در این صورت جعبه دنده تست نیز مانند جعبه دنده دستگاه بر روی پایه محکم می شود و دیگر احتیاج به لولا شدن جعبه دنده تست به میله بندی متوازی الاضلاعی که قبلا شرح دادیم نمی باشد. دراین صورت علاوه بر ساده تر شدن اعمال گشتاور، فرصت اعمال گشتاورهای برنامه ریزی شده یا اتفاقی نیز به داخل سیستم فراهم می شود.
نتیجه :
همانطور که در این مقاله مشاهده کردید روش های تست خستگی های چرخدنده و جعبه دنده ها بسیار ساده و ارزان انجام پذیر است. با توجه به این که امروزه در کشور ما چندین واحد صنعتی در مورد تولید چرخدنده فعالیت می کنند و باتوجه به لزوم بهبود کیفیت چرخدنده های تولیدی، ضرورت انجام این تست ها واضح است. متاسفانه تنها یک نمونه از این دستگاهها در کشور ما وجود دارد که با قیمت بالائی از کشور آلمان خریداری شده است. در حالیکه امکان ساخت این نوع دستگاهها در داخل کشور وجود دارد.
منابع :
( Testing Automotive Materials and Component_Don. H_Wright 1993 (Chapters 9, 8, 7, 3, 2ـ
(Gear Hand book_Darle W. Dudley_Mc Grow_Hill_1993(Chapte 12ـ